The Air Force Qualification Pathway and its Challenges for AM REDAC


25 Slides8.77 MB
The Air Force Qualification Pathway and its Challenges for AM REDAC Subcommittee on Aircraft Safety 9 September 2015 Integrity Service Excellence Rollie E. Dutton, Mary E. Kinsella AFRL/RXM Air Force Research Laboratory Distribution A: Cleared for Public Release Case No. 88ABW-2015-2477 19 May 2015 1
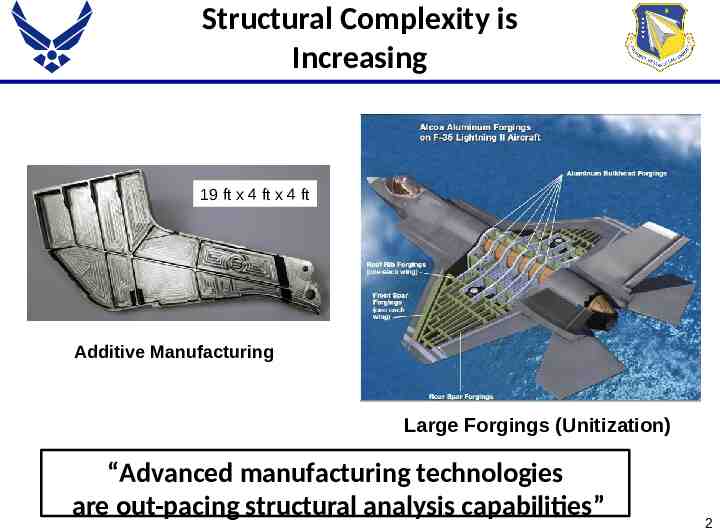
Structural Complexity is Increasing 19 ft x 4 ft x 4 ft Additive Manufacturing Large Forgings (Unitization) “Advanced manufacturing technologies are out-pacing structural analysis capabilities” 2
Additive Manufacturing Overview Build a part by adding material layer by layer from a CAD file vs. subtracting material from a larger form, e.g., machining. emeraldinsight.com Encompasses many process types Powder Bed Fusion Directed Energy Deposition Material Extrusion Vat Photopolymerization Material Jetting Binder Jetting Sheet Lamination Distribution A: Cleared for Public Release Case Number 88ABW-2015-2419 15 May 2015 ctemag.com using various materials. Metals Polymers Composites Ceramics 3
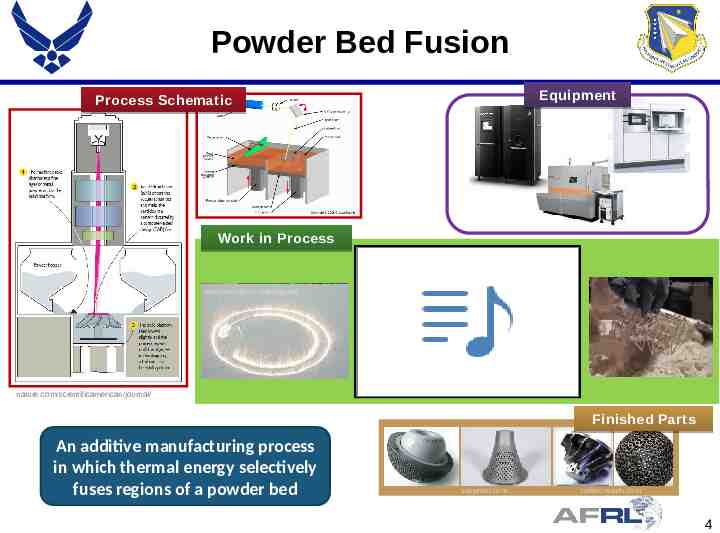
Powder Bed Fusion Equipment Process Schematic Work in Process Dezeen.com directmetallasersintering.net nature.com/scientificamerican/journal/ Finished Parts An additive manufacturing process in which thermal energy selectively fuses regions of a powder bed axisproto.com solidconcepts.com 4
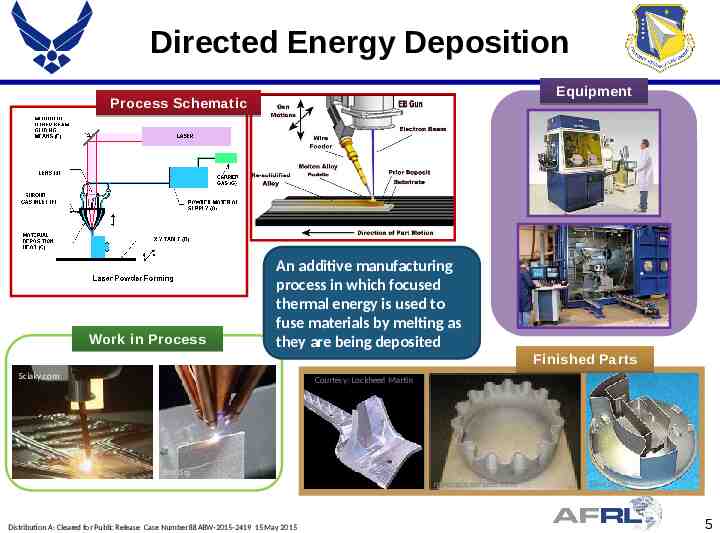
Directed Energy Deposition Equipment Process Schematic Work in Process An additive manufacturing process in which focused thermal energy is used to fuse materials by melting as they are being deposited Sciaky.com Finished Parts Courtesy: Lockheed Martin tms.org rpmandassociates.com Distribution A: Cleared for Public Release Case Number 88ABW-2015-2419 15 May 2015 Sandia.gov 5
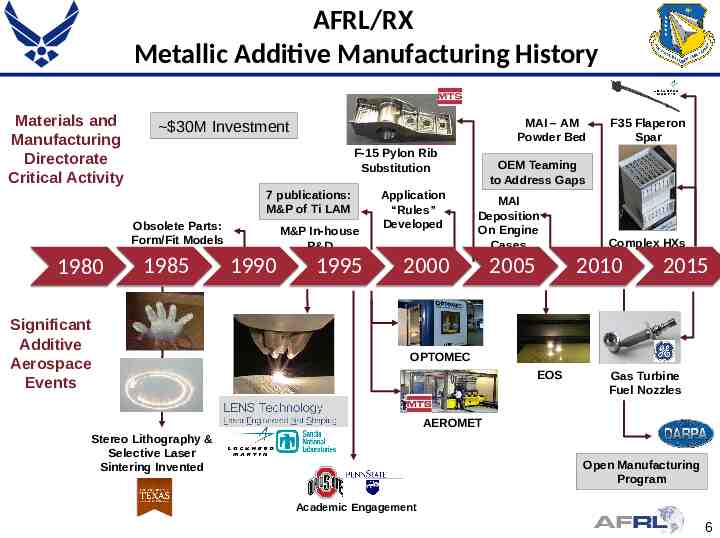
AFRL/RX Metallic Additive Manufacturing History Materials and Manufacturing Directorate Critical Activity MAI – AM Powder Bed 30M Investment F-15 Pylon Rib Substitution 7 publications: M&P of Ti LAM Obsolete Parts: Form/Fit Models 1980 1985 Significant Additive Aerospace Events M&P In-house R&D 1990 1995 Application “Rules” Developed F35 Flaperon Spar OEM Teaming to Address Gaps MAI Deposition On Engine Cases 2000 2005 Complex HXs 2010 2015 OPTOMEC EOS Gas Turbine Fuel Nozzles AEROMET Stereo Lithography & Selective Laser Sintering Invented Open Manufacturing Program Academic Engagement 6
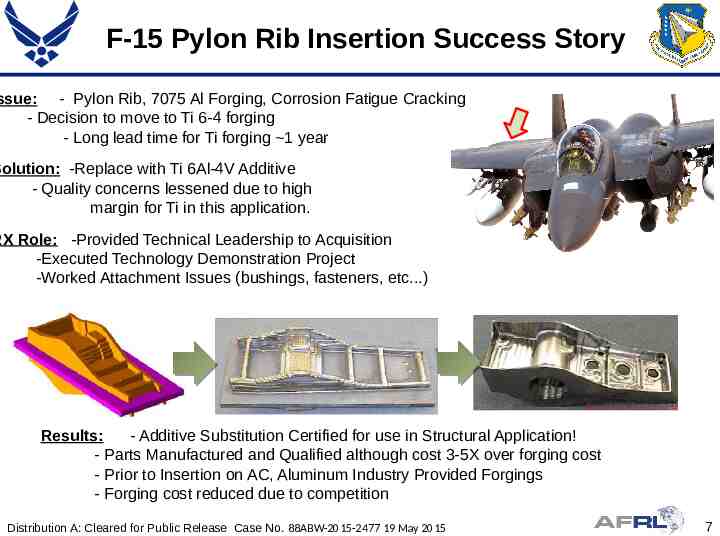
F-15 Pylon Rib Insertion Success Story ssue: - Pylon Rib, 7075 Al Forging, Corrosion Fatigue Cracking - Decision to move to Ti 6-4 forging - Long lead time for Ti forging 1 year Solution: -Replace with Ti 6Al-4V Additive - Quality concerns lessened due to high margin for Ti in this application. RX Role: -Provided Technical Leadership to Acquisition -Executed Technology Demonstration Project -Worked Attachment Issues (bushings, fasteners, etc.) Results: - Additive Substitution Certified for use in Structural Application! - Parts Manufactured and Qualified although cost 3-5X over forging cost - Prior to Insertion on AC, Aluminum Industry Provided Forgings - Forging cost reduced due to competition Distribution A: Cleared for Public Release Case No. 88ABW-2015-2477 19 May 2015 7
Process Qualification Requirements Qualification of processes and certification of components used on AF systems requires that components meet or exceed the following criteria, regardless of the manufacturing process used: Airframe or engine specifications AF system requirements and structural integrity policies/procedures Drawing compliance Conformance to material specifications Justifiable and attractive business case All manufacturing processes (including AM) also must demonstrate: Stability – no suitable public specs exist, very few OEM-based, mostly internal Producibility – most AM vendors/OEMs have not demonstrated reproducibility Characterized Mechanical and Physical Properties – limited non-proprietary data Predictability of Performance – insufficient component-level testing Supportability – undefined in-field inspection and/or repair processes Challenges for qualifying AM processes and certifying AM components arise due to a lack of reproducibility and a lack of a governing process specification. Distribution A: Cleared for Public Release Case No. 88ABW-2015-2477 19 May 2015 8
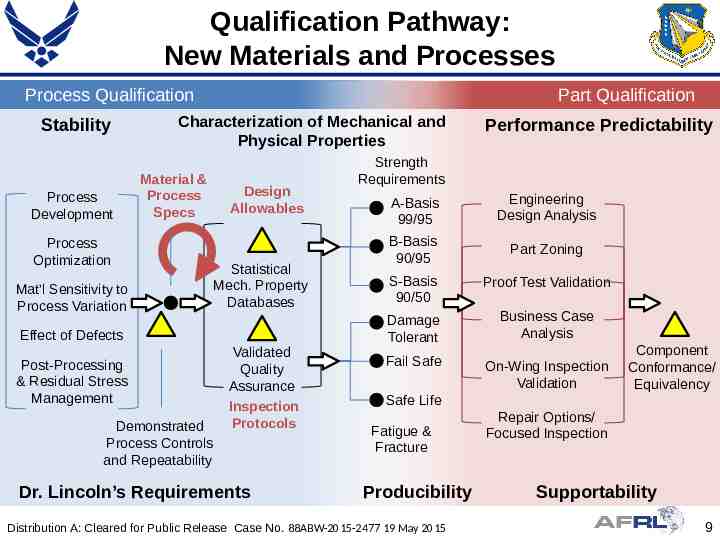
Qualification Pathway: New Materials and Processes Process Qualification Stability Process Development Part Qualification Characterization of Mechanical and Physical Properties Material & Process Specs Process Optimization Mat’l Sensitivity to Process Variation Design Allowables Statistical Mech. Property Databases Effect of Defects Post-Processing & Residual Stress Management Demonstrated Process Controls and Repeatability Validated Quality Assurance Inspection Protocols Dr. Lincoln’s Requirements Performance Predictability Strength Requirements A-Basis 99/95 Engineering Design Analysis B-Basis 90/95 Part Zoning S-Basis 90/50 Proof Test Validation Damage Tolerant Business Case Analysis Fail Safe On-Wing Inspection Validation Component Conformance/ Equivalency Safe Life Fatigue & Fracture Producibility Distribution A: Cleared for Public Release Case No. 88ABW-2015-2477 19 May 2015 Repair Options/ Focused Inspection Supportability 9
Why AM Implementation Is a Challenge Structures Bulletin: Substitution with AM – NOT RECOMMENDED without significant testing and AFRL/RX support – Bulletin to be appended with position paper on critical AM considerations Considerations for Implementation of AM – Demonstrated Process Controls – Nondestructive Evaluation & Quality Assurance – Post-Deposit Processing & Residual Stress Management – Statistically-Based Mechanical Property Database How to statistically ensure material integrity for design with 1. continually-changing, local processing environment with changes in geometry and process parameters (similar to welding) 2. lack of constrained process controls 3. stochastic formation of difficult-to-inspect weld-type defects 4. post-deposit distortion and residual stress 5. undefined post-processing requirements, lack of POD for NDI Distribution A: Cleared for Public Release Case No. 88ABW-2015-2477 19 May 2015 10
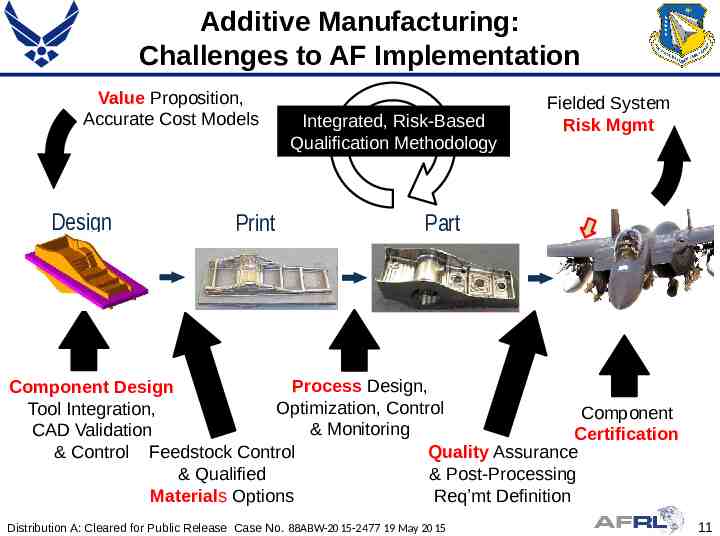
Additive Manufacturing: Challenges to AF Implementation Value Proposition, Accurate Cost Models Design Print Integrated, Risk-Based Qualification Methodology Part Fielded System Risk Mgmt System Process Design, Component Design Optimization, Control Tool Integration, Component & Monitoring CAD Validation Certification & Control Feedstock Control Quality Assurance & Qualified & Post-Processing Materials Options Req’mt Definition Distribution A: Cleared for Public Release Case No. 88ABW-2015-2477 19 May 2015 11
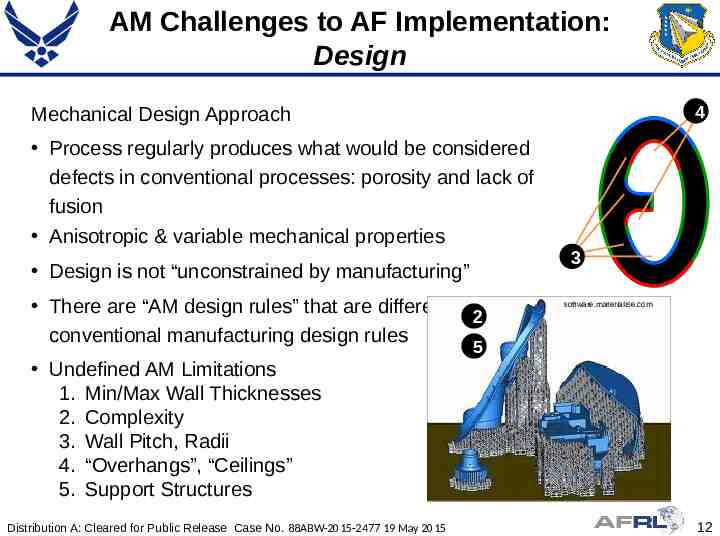
AM Challenges to AF Implementation: Design 4 Mechanical Design Approach Process regularly produces what would be considered defects in conventional processes: porosity and lack of fusion Anisotropic & variable mechanical properties Design is not “unconstrained by manufacturing” There are “AM design rules” that are different than 2 conventional manufacturing design rules 3 software.materialise.com 5 Undefined AM Limitations 1. Min/Max Wall Thicknesses 2. Complexity 3. Wall Pitch, Radii 4. “Overhangs”, “Ceilings” 5. Support Structures Distribution A: Cleared for Public Release Case No. 88ABW-2015-2477 19 May 2015 12
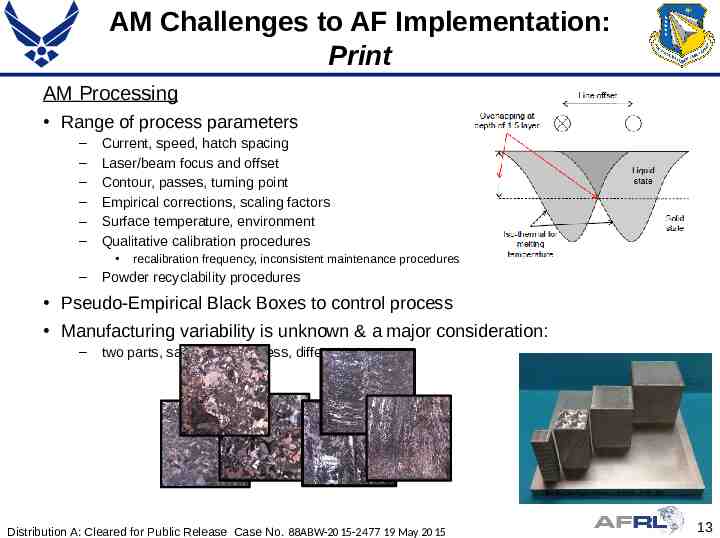
AM Challenges to AF Implementation: Print AM Processing Range of process parameters – – – – – – Current, speed, hatch spacing Laser/beam focus and offset Contour, passes, turning point Empirical corrections, scaling factors Surface temperature, environment Qualitative calibration procedures – recalibration frequency, inconsistent maintenance procedures Powder recyclability procedures Pseudo-Empirical Black Boxes to control process Manufacturing variability is unknown & a major consideration: – two parts, same fixed process, different structure Distribution A: Cleared for Public Release Case No. 88ABW-2015-2477 19 May 2015 13
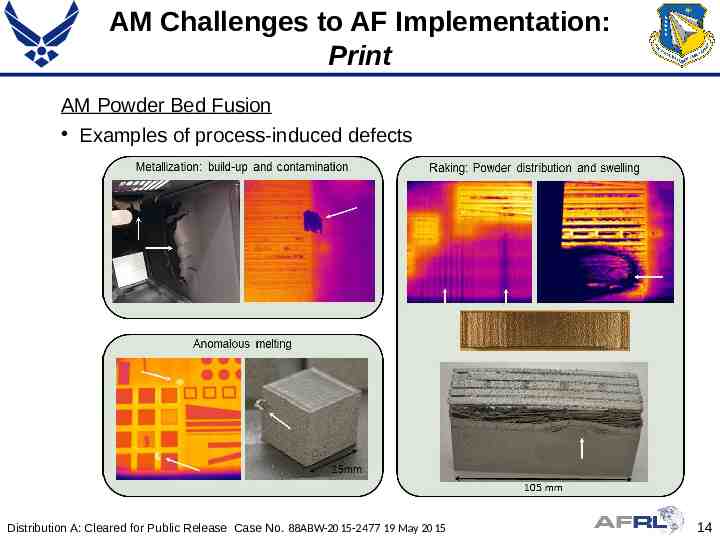
AM Challenges to AF Implementation: Print AM Powder Bed Fusion Examples of process-induced defects Add some more here, videos and images, Descriptions of processes Distribution A: Cleared for Public Release Case No. 88ABW-2015-2477 19 May 2015 14
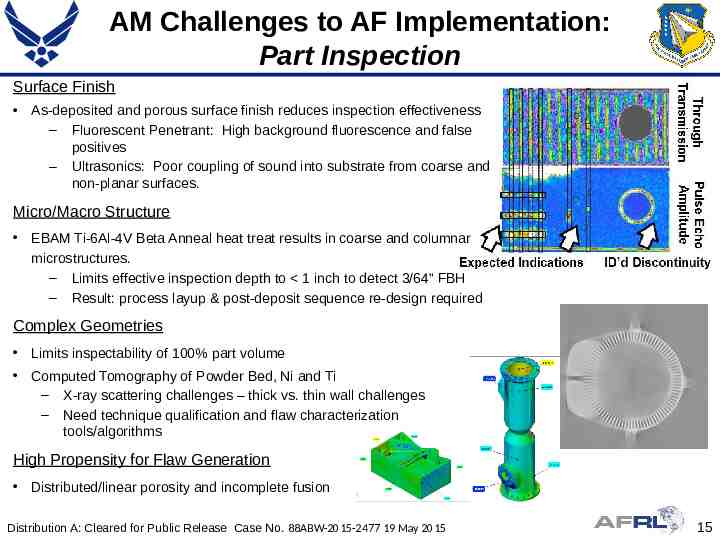
AM Challenges to AF Implementation: Part Inspection Surface Finish As-deposited and porous surface finish reduces inspection effectiveness – Fluorescent Penetrant: High background fluorescence and false positives – Ultrasonics: Poor coupling of sound into substrate from coarse and non-planar surfaces. Micro/Macro Structure EBAM Ti-6Al-4V Beta Anneal heat treat results in coarse and columnar microstructures. – Limits effective inspection depth to 1 inch to detect 3/64” FBH – Result: process layup & post-deposit sequence re-design required Complex Geometries Limits inspectability of 100% part volume Computed Tomography of Powder Bed, Ni and Ti – X-ray scattering challenges – thick vs. thin wall challenges – Need technique qualification and flaw characterization tools/algorithms High Propensity for Flaw Generation Distributed/linear porosity and incomplete fusion Distribution A: Cleared for Public Release Case No. 88ABW-2015-2477 19 May 2015 15
AM Challenges to AF Implementation: System Certification Proof testing – Viable means to assure material quality with sufficient design analysis – Only for suitable applications/components Component performance equivalency to material data – Generally, lack activity in this area – Very thin walls & complex geometries limit ability to excise test specimens How to certify component – – – – Certify by similarity? Similar to what? Certify by analysis? With what tools? Sub-scale testing? How to justify? Full scale test? Expensive. In-Field Inspections unknown inspection tools post-processing affects inspectability increased inspection burden? Distribution A: Cleared for Public Release Case No. 88ABW-2015-2477 19 May 2015 16
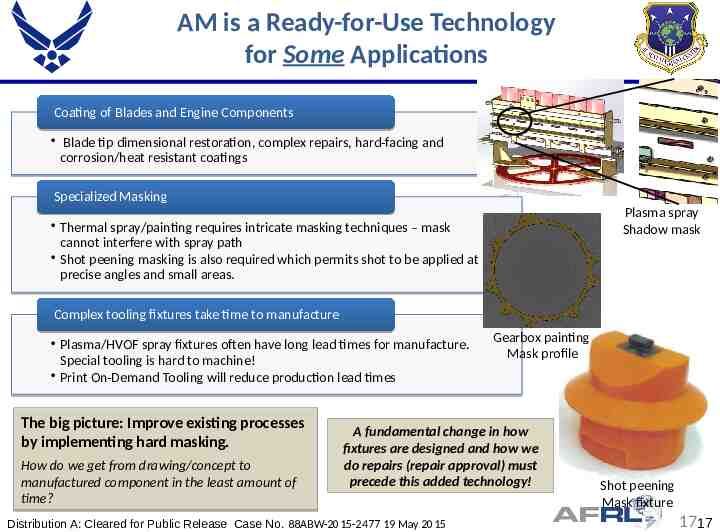
AM is a Ready-for-Use Technology for Some Applications Coating of Blades and Engine Components Blade tip dimensional restoration, complex repairs, hard-facing and corrosion/heat resistant coatings Specialized Masking Plasma spray Shadow mask Thermal spray/painting requires intricate masking techniques – mask cannot interfere with spray path Shot peening masking is also required which permits shot to be applied at precise angles and small areas. Complex tooling fixtures take time to manufacture Plasma/HVOF spray fixtures often have long lead times for manufacture. Special tooling is hard to machine! Print On-Demand Tooling will reduce production lead times The big picture: Improve existing processes by implementing hard masking. How do we get from drawing/concept to manufactured component in the least amount of time? Gearbox painting Mask profile A fundamental change in how fixtures are designed and how we do repairs (repair approval) must precede this added technology! Distribution A: Cleared for Public Release Case No. 88ABW-2015-2477 19 May 2015 Shot peening Mask fixture 1717
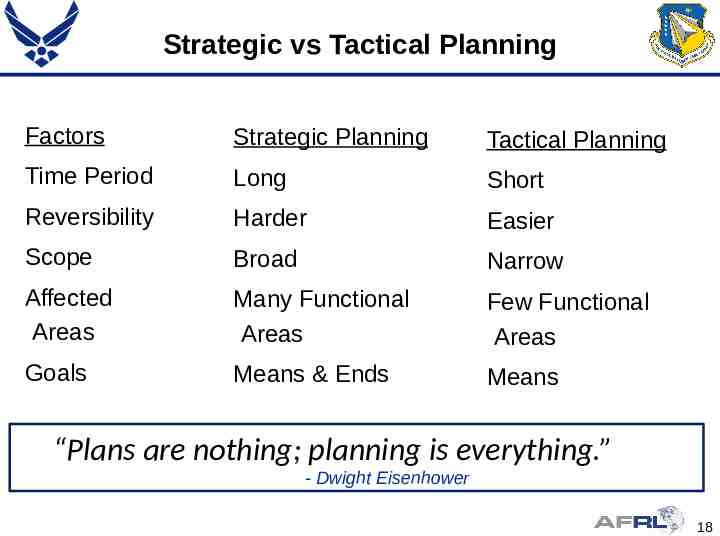
Strategic vs Tactical Planning Factors Strategic Planning Tactical Planning Time Period Long Short Reversibility Harder Easier Scope Broad Narrow Affected Areas Many Functional Areas Few Functional Areas Goals Means & Ends Means “Plans are nothing; planning is everything.” - Dwight Eisenhower 18
AFRL Additive Manufacturing Strategy Develop Risk-Quantification Tool for Substitution and Implementation of AM technologies in AF Systems Conduct Targeted Research to Inform the Qualification of Additive Materials and Processes – – – – Process monitoring and sensing NDE and material characterization AM-tailored material development Component demonstration Advance AM Capabilities via Modeling & Simulation – – – – Process simulation for design & control Verification & Validation for qualification Process-structure-property relationships Develop digital thread for AM components Distribution A: Cleared for Public Release Case No. 88ABW-2015-2477 19 May 2015 19
Strategy for Insertion of Advanced Manufacturing Technologies (not just AM!) Establish Rules to Quantify Risk Develop Decision Matrix and Guidelines Component-Specific Attributes Propagated through Decision Tree Systematically Identify Risk & Needs Scientifically-Informed Engineering Judgment Extendable Framework Example Guideline Questions Access to Designer’s Intent? Static or Dynamic Loading? Current Material & Process? Established Processing Parameters? Inspection Requirements? Component Cost, Lead Time? Establish rules and develop tools for systematic and evolutionary adoption of rapid manufacturing technologies 20
Closing Thoughts This is a unique moment in time to Change the Paradigm for the qualification of new Materials & Processes Strategic Planning is essential: – – – – – Definitions Focus Roles & Responsibilities Requirements Standards “A Vision without a plan is a hallucination.” - Diran Apelian 21
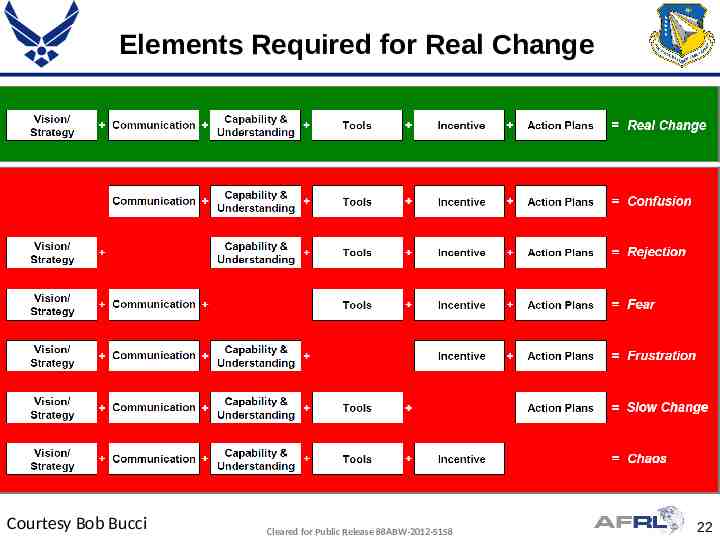
Elements Required for Real Change Courtesy Bob Bucci Cleared for Public Release 88ABW-2012-5158 22
23
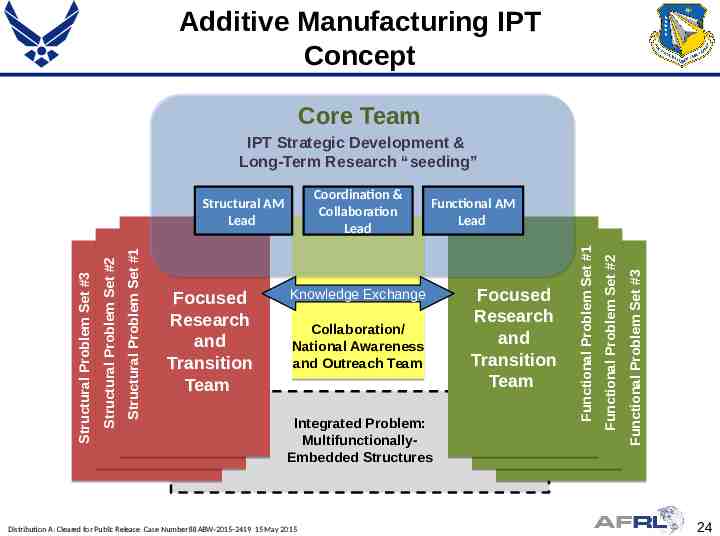
Additive Manufacturing IPT Concept Core Team IPT Strategic Development & Long-Term Research “seeding” Collaboration/ National Awareness and Outreach Team Integrated Problem: MultifunctionallyEmbedded Structures Distribution A: Cleared for Public Release Case Number 88ABW-2015-2419 15 May 2015 Focused Research and Transition Team Functional Problem Set #3 Knowledge Exchange Functional Problem Set #2 Structural Problem Set #1 Structural Problem Set #2 Structural Problem Set #3 Focused Research and Transition Team Functional AM Lead Functional Problem Set #1 Coordination & Collaboration Lead Structural AM Lead 24
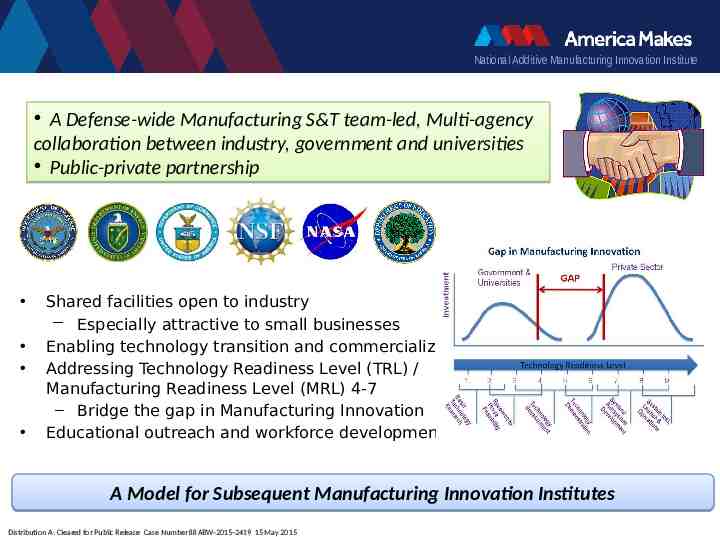
National Additive Manufacturing Innovation Institute A Defense-wide Manufacturing S&T team-led, Multi-agency collaboration between industry, government and universities Public-private partnership Shared facilities open to industry ― Especially attractive to small businesses Enabling technology transition and commercialization Addressing Technology Readiness Level (TRL) / Manufacturing Readiness Level (MRL) 4-7 – Bridge the gap in Manufacturing Innovation Educational outreach and workforce development A Model for Subsequent Manufacturing Innovation Institutes Distribution A: Cleared for Public Release Case Number 88ABW-2015-2419 15 May 2015