Supply Chain Management Lecture 19
33 Slides391.00 KB
Supply Chain Management Lecture 19
Outline Today – Finish Chapter 10 – Start with Chapter 11 Sections 1, 2, 3, 7, 8 – Skipping 11.2 “Evaluating Safety Inventory Given Desired Fill rate” Friday – Homework 4 online tomorrow Due Thursday April 8 before class Next week – Spring break
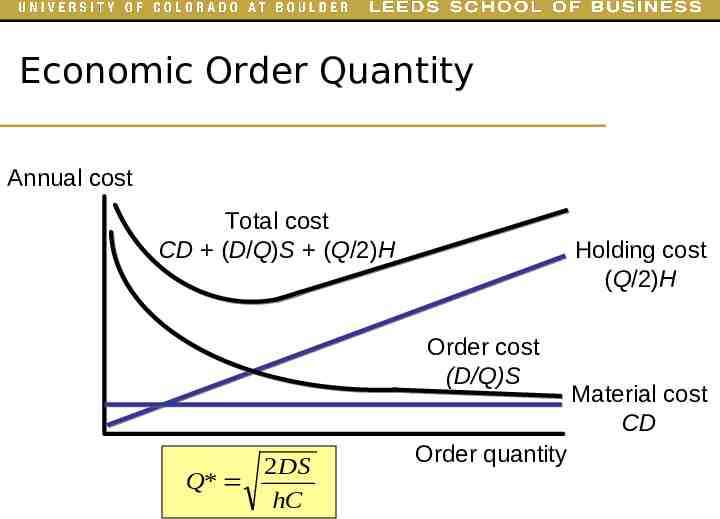
Economic Order Quantity Annual cost Total cost CD (D/Q)S (Q/2)H Holding cost (Q/2)H Order cost (D/Q)S Q* 2 DS hC Order quantity Material cost CD
Example: Economic Order Quantity Example 10-2 – The store manager at Best Buy would like to reduce the optimal lot size from 980 to 200. For this lot size reduction to be optimal, the store manager wants to evaluate how much the order cost per lot should be reduced (currently 4,000) Q* sqrt((2DS)/(hC)) 200 sqrt((2 x 12,000 x S)/(0.2 x 500)) S (hC(Q*)2)/2D (0.2 x 500 x 2002)/(2 x 12,000) 166.7
Example: Economic Order Quantity How can the store manager reduce the fixed ordering cost? – Aggregate multiple products in a single order Can possibly combine shipments of different products from the same supplier Can also have a single delivery coming from multiple suppliers Aggregating replenishment across products in a single order allows for a reduction in lot size for individual products because fixed ordering and transportation cost are now spread across multiple products
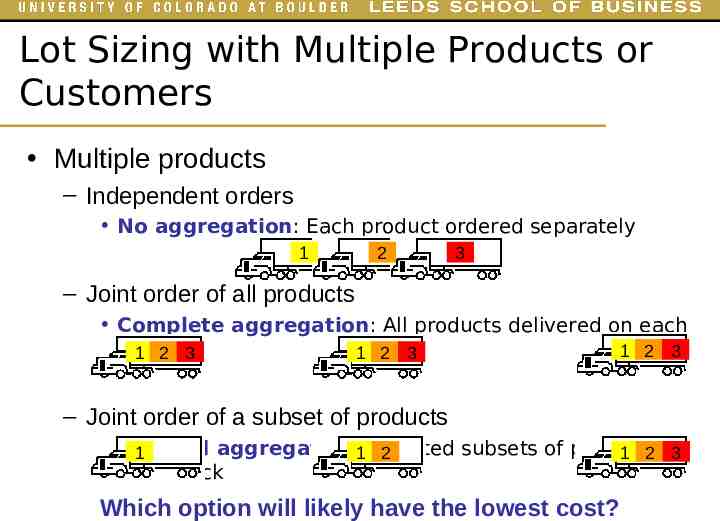
Lot Sizing with Multiple Products or Customers Multiple products – Independent orders No aggregation: Each product ordered separately 1 2 3 – Joint order of all products Complete aggregation: All products delivered on each truck 1 2 3 1 2 3 1 2 3 – Joint order of a subset of products Tailored aggregation:1 Selected subsets of products 1 2 1 2 on 3 each truck Which option will likely have the lowest cost?
Aggregating Replenishment Across Products Ordering cost has two components – Common (to all products) – Individual (to each product) Example – It is cheaper for Wal-Mart to receive a truck containing a single product than a truck containing many different products Inventory and restocking effort is much less for a single product
Lot Sizing with Multiple Products or Customers Example 10-3 – Best buy sells three models of computers, the Litepro, the Medpro, and the Heavypro. Annual demands for the three products are DL 12,000 units for the Litepro, DM 1,200 units for the Medpro, and DH 120 units for the Heavypro. Each model costs Best Buy 500. A fixed transportation cost of 4,000 is incurred each time an order is delivered. For each model ordered and delivered on the same truck, an additional fixed cost of 1,000 is incurred for receiving and storage. Best Buy incurs a holding cost of 20 percent. Evaluate the lot sizes that the Best Buy manager should order if lots for each product are ordered and delivered independently.
Independent Orders Ordering cost is considered independent for each product – Apply EOQ to each product
Independent Orders Example 10-3 – DL 12,000 – DM 1,200 – DH 120 – S 4,000 – sL sM sH 1,000 cost) – h 0.2 – cL cM cH 500 (demand per year) (common order cost) (product specific order (holding cost) (material cost)
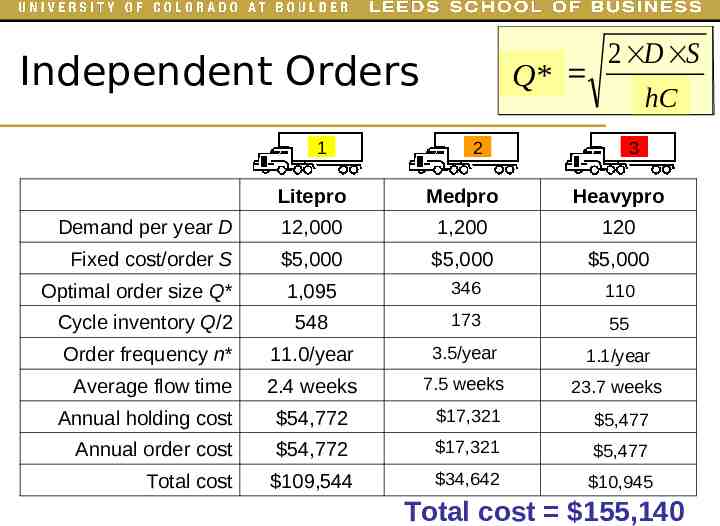
2 D S EOQ Q* H hC Independent Orders 1 2 3 Litepro Medpro Heavypro Demand per year D 12,000 1,200 120 Fixed cost/order S 5,000 5,000 5,000 Optimal order size Q* 1,095 346 110 Cycle inventory Q/2 548 173 55 Order frequency n* 11.0/year 3.5/year 1.1/year Average flow time 2.4 weeks 7.5 weeks 23.7 weeks Annual holding cost 54,772 17,321 5,477 Annual order cost 54,772 17,321 5,477 Total cost 109,544 34,642 10,945 Total cost 155,140
Joint Orders of all Products Joint order of all products – Complete aggregation: All products delivered on each truck An order frequency is calculated by aggregating the ordering costs and assuming that all products will be ordered at the same time
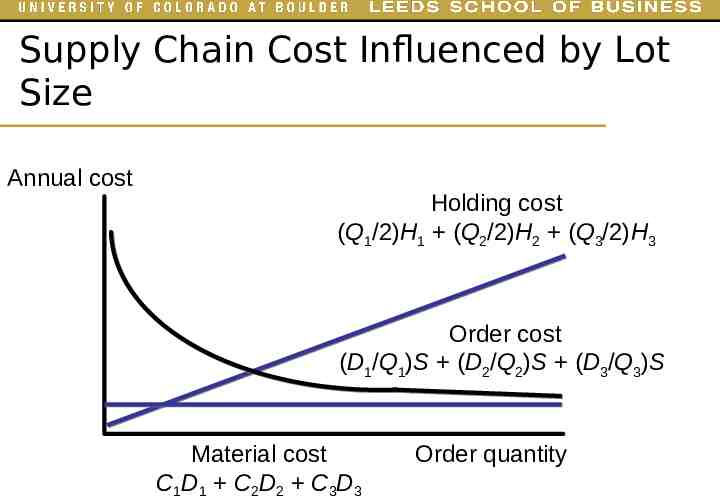
Supply Chain Cost Influenced by Lot Size Annual cost Holding cost (Q1/2)H1 (Q2/2)H2 (Q3/2)H3 Order cost (D1/Q1)S (D2/Q2)S (D3/Q3)S Material cost C1D1 C2D2 C3D3 Order quantity
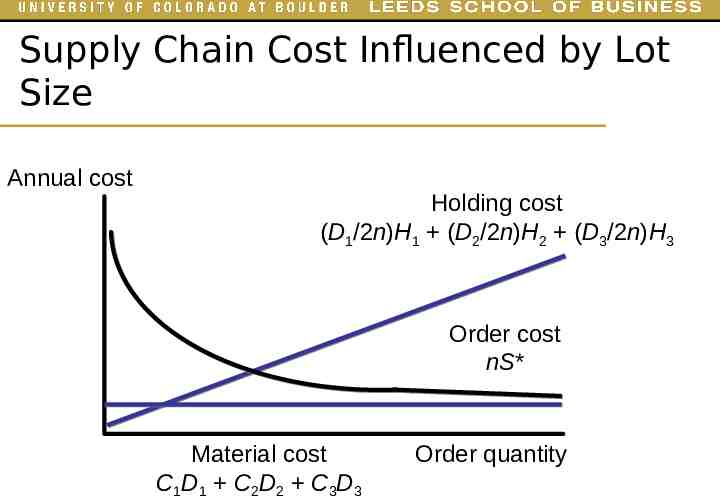
Supply Chain Cost Influenced by Lot Size Annual cost Holding cost (D1/2n)H1 (D2/2n)H2 (D3/2n)H3 Order cost nS* Material cost C1D1 C2D2 C3D3 Order quantity
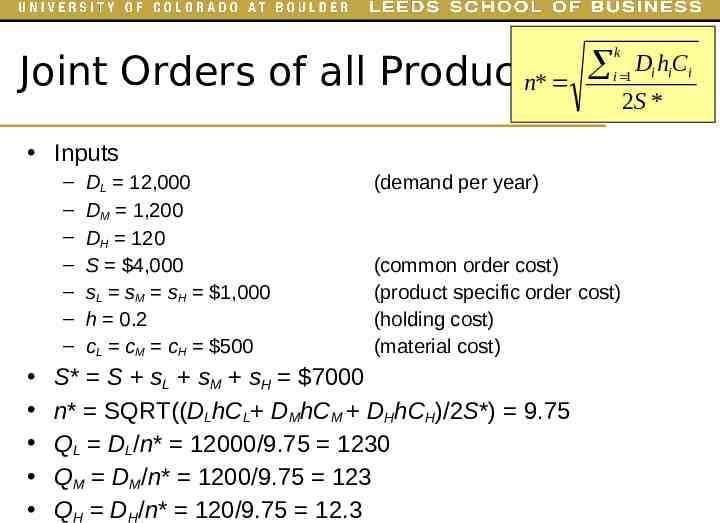
Joint Orders of all Products Joint order of all products – Complete aggregation: All products delivered on each truck An order frequency is calculated by aggregating the ordering costs and assuming that all products will be ordered at the same time n* k i 1 Di hi Ci 2S *
Joint Orders of all Products n* k i 1 Inputs – – – – – – – DL 12,000 DM 1,200 DH 120 S 4,000 sL sM sH 1,000 h 0.2 cL cM cH 500 (demand per year) (common order cost) (product specific order cost) (holding cost) (material cost) S* S sL sM sH 7000 n* SQRT((DLhCL DMhCM DHhCH)/2S*) 9.75 QL DL/n* 12000/9.75 1230 QM DM/n* 1200/9.75 123 QH DH/n* 120/9.75 12.3 Di hi Ci 2S *
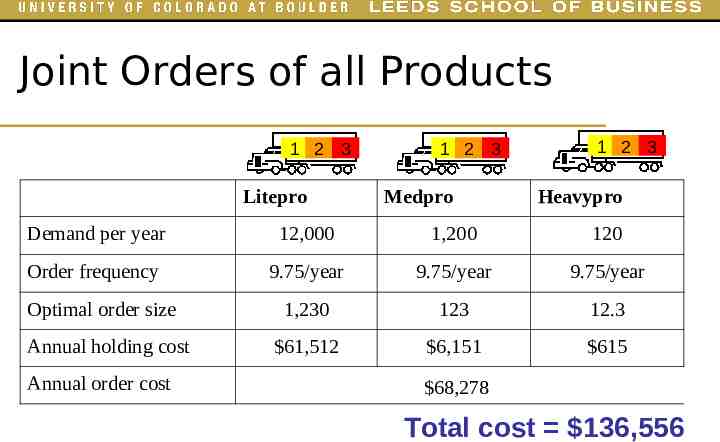
Joint Orders of all Products 1 2 3 Litepro 1 2 3 Medpro 1 2 3 Heavypro Demand per year 12,000 1,200 120 Order frequency 9.75/year 9.75/year 9.75/year 1,230 123 12.3 61,512 6,151 615 Optimal order size Annual holding cost Annual order cost 68,278 Total cost 136,556
Joint Order of a Subset of Products Joint order do not include all products Ordering frequency may be different for each product – It is based on the product that has the highest frequency Total cost 130,767
Lessons From Aggregation Complete aggregation is effective if product specific fixed cost is a small fraction of joint fixed cost Tailored aggregation is effective if product specific fixed cost is a large fraction of joint fixed cost
EOQ in Practice 1961 survey – A majority cited “pure judgment” as the method for determining inventory ordering 1973 survey – 56% of the respondents were using EOQ 1978 survey – 85% of the respondents were using EOQ 1983 survey – 57% of the respondents were using EOQ 2007 textbook – “The EOQ is extremely valuable, but it is rarely used in practice because of the difficulty in implementing it and capturing the requirement elements”
EOQ in Practice Criticism – Difficult to accurately estimate holding and ordering costs – Demand is assumed to be constant – Lead time is assumed to be zero or constant – Order is assumed to arrive in one batch at one point in time – Costs are assumed stationary – Quantity discounts are not possible (basic EOQ)
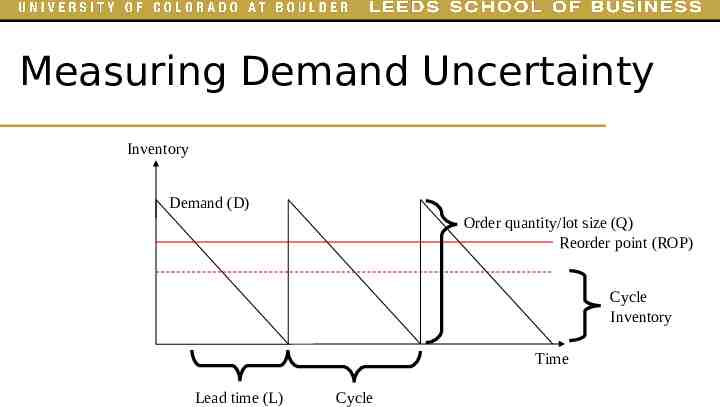
Measuring Demand Uncertainty Inventory Demand (D) Order quantity/lot size (Q) Reorder point (ROP) Cycle Inventory Time Lead time (L) Cycle
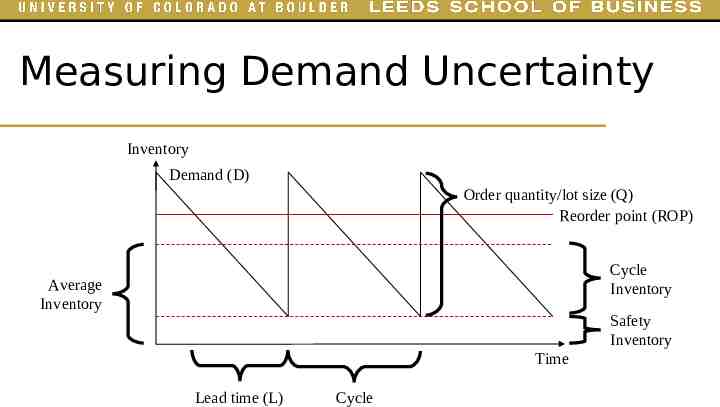
Measuring Demand Uncertainty Inventory Demand (D) Order quantity/lot size (Q) Reorder point (ROP) Cycle Inventory Average Inventory Safety Inventory Time Lead time (L) Cycle
What is Safety Inventory? Safety inventory – Safety inventory is inventory carried for the purpose of satisfying demand that exceeds the amount forecasted for a given period – Safety inventory is the average inventory remaining when the replenishment lot arrives
Role of Safety Inventory There is a fundamental tradeoff – Raising the level of safety inventory provides higher levels of product availability and customer service – Raising the level of safety inventory also raises the level of average inventory and therefore increases holding costs
Two Key Questions when Planning Safety Inventory 1. What is the appropriate level of safety inventory to carry? 2. What actions can be taken to improve product availability while reducing safety inventory?
Determining Appropriate Level of Safety Inventory The appropriate level of safety inventory is determined by the following three factors 1. The uncertainty of both demand and supply – Higher levels of uncertainty require higher levels of safety inventory 2. The desired level of product availability – Higher levels of desired product availability require higher levels of safety inventory 3. The replenishment policy – Different replenishment policies lead to different levels of safety inventory
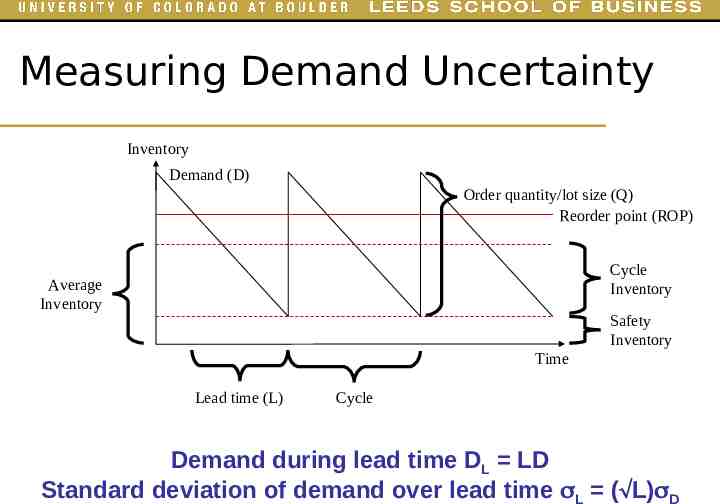
Measuring Demand Uncertainty Inventory Demand (D) Order quantity/lot size (Q) Reorder point (ROP) Cycle Inventory Average Inventory Safety Inventory Time Lead time (L) Cycle Demand during lead time DL LD Standard deviation of demand over lead time L ( L) D
Measuring Product Availability 1. Cycle service level (CSL) Fraction of replenishment cycles that end with all customer demand met 2. Product fill rate (fr) Fraction of demand that is satisfied from product in inventory Probability that product demand is supplied from available inventory 3. Order fill rate Fraction of orders that are filled from available inventory
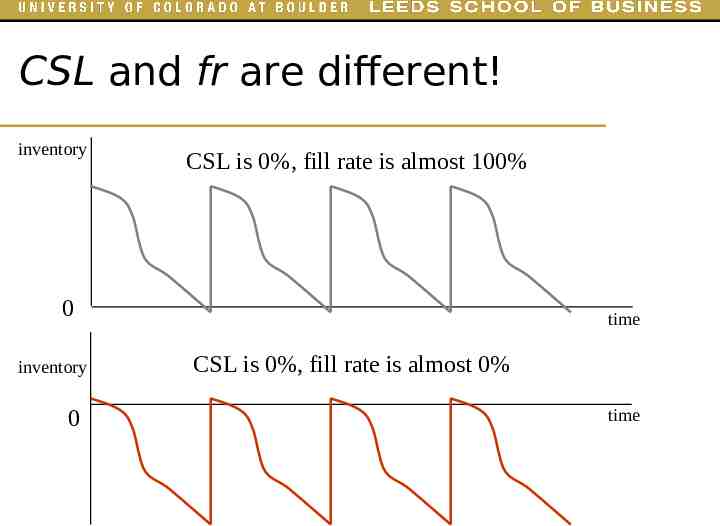
CSL and fr are different! inventory CSL is 0%, fill rate is almost 100% 0 inventory 0 time CSL is 0%, fill rate is almost 0% time
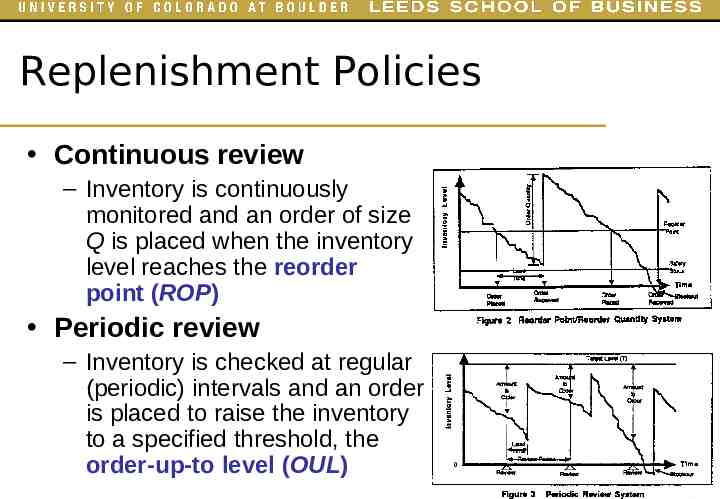
Replenishment Policies Continuous review – Inventory is continuously monitored and an order of size Q is placed when the inventory level reaches the reorder point (ROP) Periodic review – Inventory is checked at regular (periodic) intervals and an order is placed to raise the inventory to a specified threshold, the order-up-to level (OUL)
Safety Inventory What actions can be taken to improve product availability while reducing safety inventory? Why is it that successful retailers and manufacturers (i.e. Wal-Mart, Seven-Eleven Japan, Dell) carry only little inventory but still have high levels of product availability? “RFID reduced Out-of-Stocks by 30 percent for products selling between 0.1 and 15 units a day at Wal-Mart”
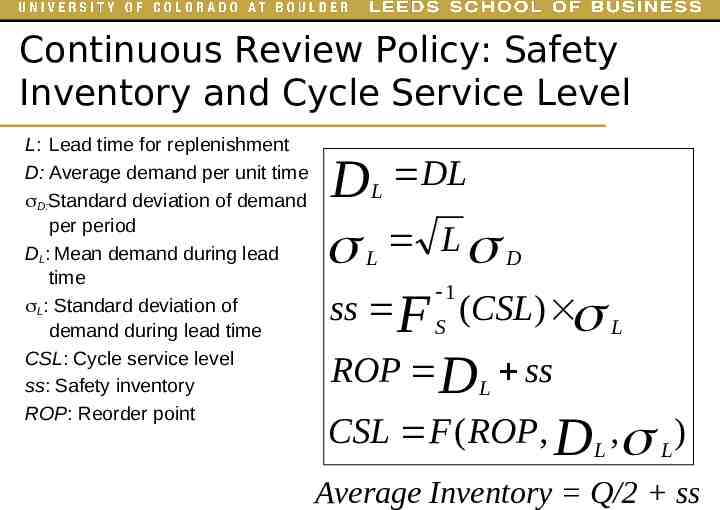
Continuous Review Policy: Safety Inventory and Cycle Service Level L: Lead time for replenishment D: Average demand per unit time D:Standard deviation of demand per period DL: Mean demand during lead time L: Standard deviation of demand during lead time CSL: Cycle service level ss: Safety inventory ROP: Reorder point D DL L L L D 1 ss F S (CSL) L ROP D L ss CSL F ( ROP, D L , L ) Average Inventory Q/2 ss