Production and Operations Management Systems Chapter 5:
48 Slides1.22 MB
Production and Operations Management Systems Chapter 5: Inventory Management Sushil K. Gupta Martin K. Starr 2014 1
After reading this chapter, you should be able to: Explain what inventory management entails. Describe the difference between static and dynamic inventory models. Discuss demand distribution effects on inventory situations. Differentiate inventory costs by process types. Describe all costs relevant to inventory models. 2
After reading this chapter, you should be able to (continued): Discuss the use of economic order quantity (EOQ) models. Discuss the use of economic production quantity (EPQ) models. Describe the discount model and explain how it indicates when a discount should be taken. Perform ABC classification of materials. 3
After reading this chapter, you should be able to (continued): Discuss lead-time effects on inventory situations. Explain order point policies (OPP) and when they are used. Explain the operation of the periodic inventory model. Explain the operation of the perpetual inventory model. Discuss reorder points. Discuss and calculate safety stocks. Describe a two-bin system. 4
Types of Inventory Situations o o o o o o Order repetition—static versus dynamic situations. Demand distribution—certainty, risk, and uncertainty. Stability of demand distribution—fixed or varying. Demand continuity—smoothly continuous or sporadic and occurring as lumpy demand; independent. Lead-time distributions—fixed or varying. Dependent or independent demand. 5
Functions of Inventory Consider three subsystems of an organization representing the supplier, manufacturer and the market. These three subsystems are rigidly connected with each other, without any inventories, as shown below. Inventories reduce dependency of one subsystem over the other in a supply chain. Suppliers Manufacturer Market 6
Functions of Inventory (continued) Production Planning – level production. Take advantage of quantity (price) discounts. Protect against anticipated increase in prices. Protect against anticipated shortages. 7
Inventory Related Costs o o o o o o Costs of ordering Costs of setups and changeovers Costs of carrying inventory Costs of discounts Out-of-stock costs Costs of running the inventory system 8
Data for Inventory Problems D: Annual Demand (units per year) C: Unit Price (purchase price of the item) S: Ordering or Setup Cost per Order H: Inventory Holding (Carrying) Cost/unit per year i: H may be given as i percent of C TC: Total Annual Cost TVC: Total Annual Variable Cost Q: Order Quantity EOQ: Economic Order Quantity (optimal value of Q) 9
Economic Order Quantity (EOQ) Model 10
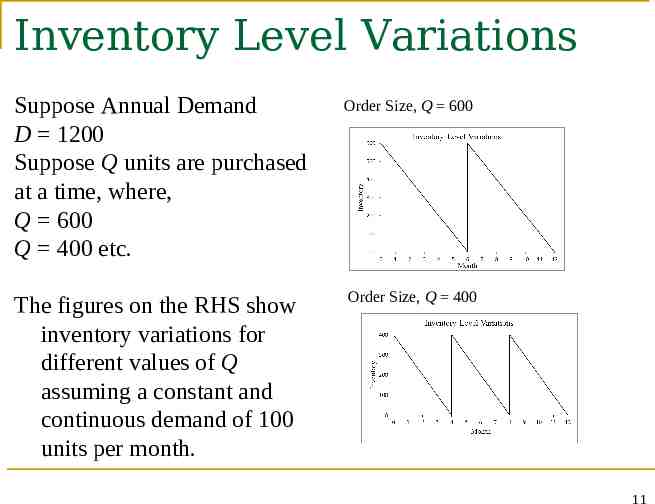
Inventory Level Variations Suppose Annual Demand D 1200 Suppose Q units are purchased at a time, where, Q 600 Q 400 etc. Order Size, Q 600 The figures on the RHS show inventory variations for different values of Q assuming a constant and continuous demand of 100 units per month. Order Size, Q 400 11
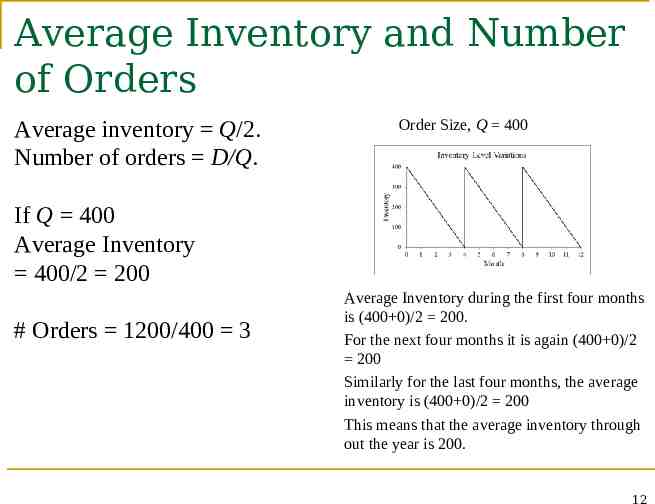
Average Inventory and Number of Orders Average inventory Q/2. Number of orders D/Q. Order Size, Q 400 If Q 400 Average Inventory 400/2 200 # Orders 1200/400 3 Average Inventory during the first four months is (400 0)/2 200. For the next four months it is again (400 0)/2 200 Similarly for the last four months, the average inventory is (400 0)/2 200 This means that the average inventory through out the year is 200. 12
TC and TVC Formulae Total Annual Cost (TC) Annual Ordering Cost (D/Q)S Annual Holding Cost (Q/2)H Annual Purchase Cost (DC) TC D Q S H DC Q 2 Total Annual Variable Cost (TVC) Annual Ordering Cost Annual Holding Cost TVC D Q S H Q 2 Note: Annual purchase cost is not included in TVC. 13
EOQ Formula In the equations for TC and TVC, the values of D, H, S and C are known. The only unknown variable is Q. Our objective is to minimize TC. TC is minimized at that value of Q, where, Annual Ordering Cost Annual Holding Cost. See the equation below. D Q S H Q 2 Solving the above equation for Q, gives the value of EOQ (QO) as shown below. EOQ 2 DS H 14
EOQ Example Suppose D 1,200 units, S 5.00, H 1.20 and C 12.00. EOQ (QO) for this problem is given below. 2 1200 5 Qo ට 1.2 100 15
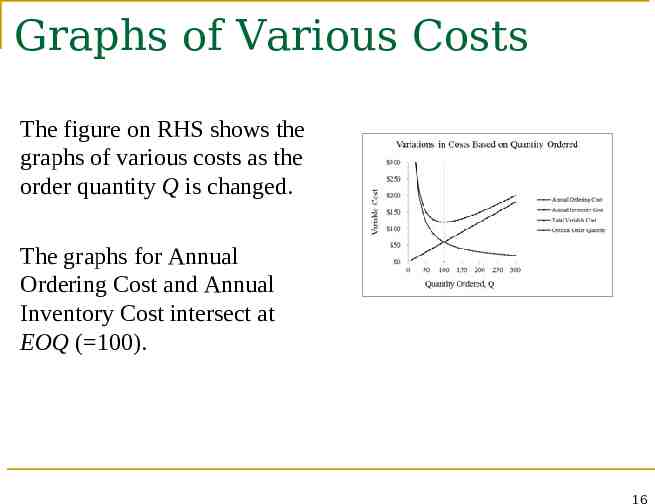
Graphs of Various Costs The figure on RHS shows the graphs of various costs as the order quantity Q is changed. The graphs for Annual Ordering Cost and Annual Inventory Cost intersect at EOQ ( 100). 16
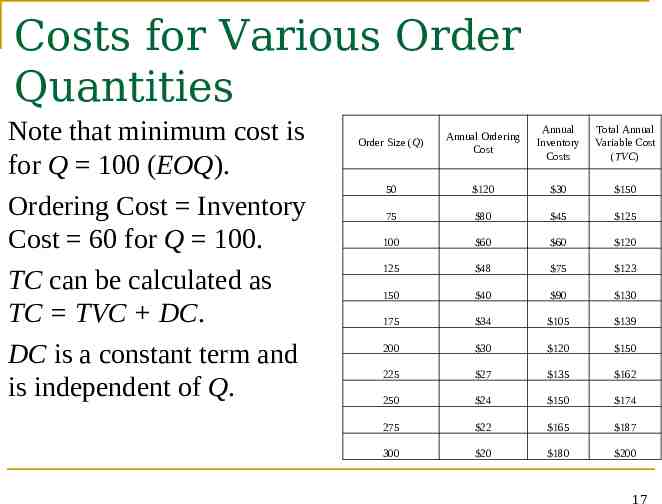
Costs for Various Order Quantities Note that minimum cost is for Q 100 (EOQ). Ordering Cost Inventory Cost 60 for Q 100. TC can be calculated as TC TVC DC. DC is a constant term and is independent of Q. Order Size (Q) Annual Ordering Cost Annual Inventory Costs Total Annual Variable Cost (TVC) 50 120 30 150 75 80 45 125 100 60 60 120 125 48 75 123 150 40 90 130 175 34 105 139 200 30 120 150 225 27 135 162 250 24 150 174 275 22 165 187 300 20 180 200 17
Economic Production (EPQ) Model 18
Economic Production Quantity The economic production quantity (EPQ) model is used in manufacturing situations where inventory is replenished at a finite rate given by the production rate of the item under consideration. We define two more variables: p: Production rate per day (daily production) d: Demand rate per day (daily demand) Note: p and d must be defined in the same time unit. For example these could be weekly instead of daily rates. 19
Economic Production Quantity continued Suppose p 50 units/day d 10 units/day EPQ 500 (production quantity, Q); Note: the optimal value of Q is EPQ or QP In this case we will need 10 days to produce 500 units (EPQ/p 500/50). 20
Economic Production Quantity continued During these ten days, we produce 50 units per day but also use 10 units per day. Therefore, we are building up inventory at the rate of 40 (p-d 50-10) units per day. At the end of 10 days, the total number of units in inventory is 400 (40 * 10). This is the maximum inventory level, Imax. After 50 days, the next batch consisting of EPQ units is scheduled for production. This is how the cycles continue. 21
Economic Production Quantity continued At the end of the 10th day, we stop producing this item and then continue to meet the demand from the inventory. The inventory will last for 40 days (400/10) because we have 400 units in stock and the demand rate is 10 units/day. The production cycle thus consists of 50 days. For the first 10 days we produce and use the item. For the next 40 days, there is no production and there is only the usage of the item. 22
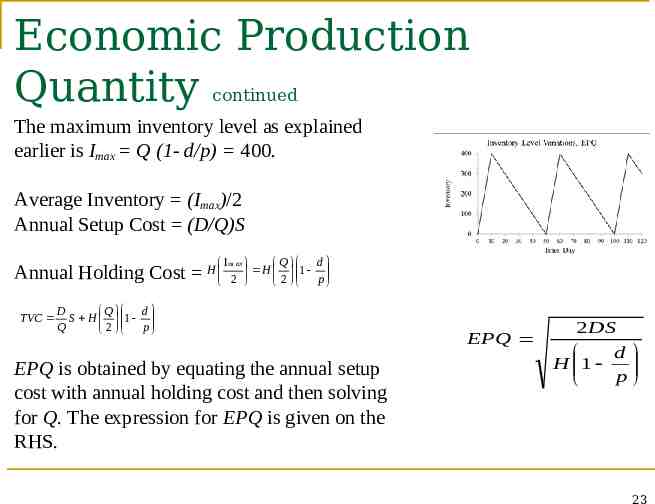
Economic Production Quantity continued The maximum inventory level as explained earlier is Imax Q (1- d/p) 400. Average Inventory (Imax)/2 Annual Setup Cost (D/Q)S Annual Holding Cost TVC d Im ax Q H H 1 p 2 2 D d Q S H 1 Q p 2 EPQ is obtained by equating the annual setup cost with annual holding cost and then solving for Q. The expression for EPQ is given on the RHS. EPQ 2 DS d H 1 p 23
Example: EPQ Annual Demand (D) 50,000 units, Setup Cost (S) 25.00 per set up, Inventory Holding Cost (H) 5.00 per unit per year. Production rate (p) 500 units per day. Number of working days 250. Demand occurs only during the working days. Therefore, (d) 50,000/250 200. EPQ (QP) 912.87 Imax 548. 24
Quantity (Price) Discount Model 25
Quantity (Price) Discount Model Quantity discount model is used when the vendor (supplier) offers a discount for buying in large quantities. For example, the supplier may quote a price of 10.00 per unit for order size 1 to 999 and 9.50 for order size of 1,000 or more. This scenario is also called a “price break” at quantity 1,000. There could be several price breaks. 26
Example: Quantity (Price) Discounts The annual demand (D) for an item is 240,000 units. The ordering cost per order (S) is 30.00. The inventory carrying cost per unit per year (H) is 30% of the cost (price) of the item, that is, H 30% of C. The vendor has quoted the following costs (prices). Price 1: 2.80 for order quantity less than or equal to 29,999. Price 2: 2.77 for order quantity 30,000 and above. Find the Economic Order quantity. 27
Example: Quantity (Price) Discounts (continued) To solve this problem we will compare the total costs for both prices. As in the EOQ model, the economic order quantity is given by the following equation, QO and, the total cost (TC) is given by the following equation: TC (D/Q)*S (Q/2)*H D*C 28
Example: Quantity (Price) Discounts (continued) Start calculations by finding EOQ at the lower price ( 2.77). The inventory carrying cost for this price is 0.83 ( 30% of 2.77) per unit per year and the economic order quantity for this price is 4,163. However, we cannot buy 4,163 units at the price of 2.77 because the minimum quantity specified by the vendor at this price is 30,000. Therefore, we have to buy at least 30,000 units to obtain this price discount. We calculate the total cost TC (at 30,000). Using the TC equation, TC (at 30,000) (240,000/30,000)*30 (30,000/2)*0.83 240,000*2.77 677,505.00 29
Example: Quantity (Price) Discounts (continued) Now calculate the EOQ for the higher price 2.80. The value of H for this price is 0.84 (30% of 2.80). The economic order quantity is 4,140. This quantity is feasible because we can by up to 29,999 units at 2.80 per unit. The total cost, TC(at 4,140) will be: TC (at 4,140) (240,000/4,140)*30 (4,140/2)*0.84 240,000*2.80 675,477.93. The order quantity for this example is 4,140 since TC (at 4,140) TC (at 30,000). 30
ABC Analysis 31
ABC Analysis Some materials are more important than others. Importance can be established in the following two ways: oMaterial oAnnual Criticality Dollar Volume of Materials 32
Material Criticality There are various definitions of ‘‘critical’’ that fit different situations. For example, a part is critical when: oA part failure causes product or process failure. oPart failure can have a probability (not a certainty) of stopping the process or product. oPart failure reduces production output by a significant amount. oDanger involved in using materials. Flammability, explosiveness, and toxicity of fumes are crucial safety factors for materials management. 33
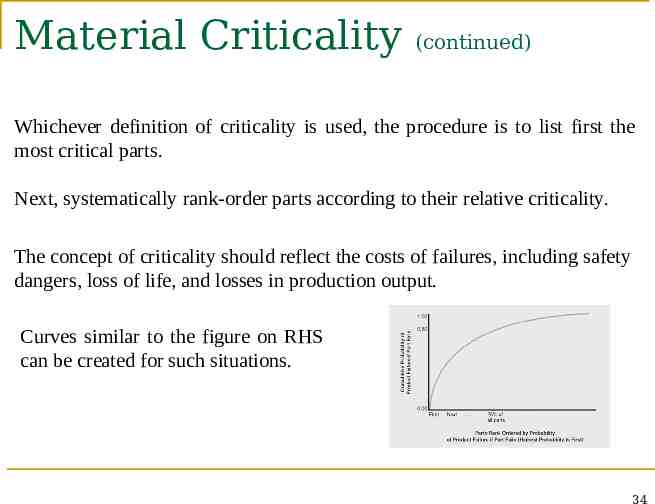
Material Criticality (continued) Whichever definition of criticality is used, the procedure is to list first the most critical parts. Next, systematically rank-order parts according to their relative criticality. The concept of criticality should reflect the costs of failures, including safety dangers, loss of life, and losses in production output. Curves similar to the figure on RHS can be created for such situations. 34
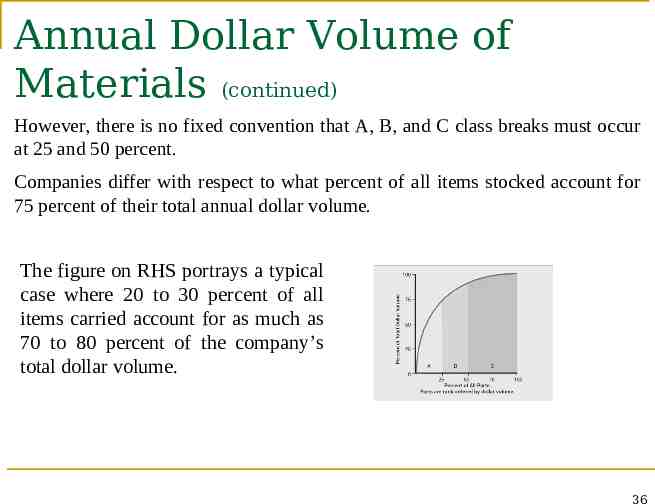
Annual Dollar Volume of Materials ABC categories are based on sorting materials by their annual dollar volume. Dollar volume is the surrogate for potential savings that can be made by improving the inventory management of specific materials. Accordingly, all parts, components, and other materials used by a company should be listed and then rank ordered by their annual dollar volume. Start with those items that have the highest levels of dollar volume and rank order them from the highest to the lowest levels. oThe top 25 percent of these materials are called A-type items. oThe next 25 percent are called B-type items. oThe bottom 50 percent are called C-type items. 35
Annual Dollar Volume of Materials (continued) However, there is no fixed convention that A, B, and C class breaks must occur at 25 and 50 percent. Companies differ with respect to what percent of all items stocked account for 75 percent of their total annual dollar volume. The figure on RHS portrays a typical case where 20 to 30 percent of all items carried account for as much as 70 to 80 percent of the company’s total dollar volume. 36
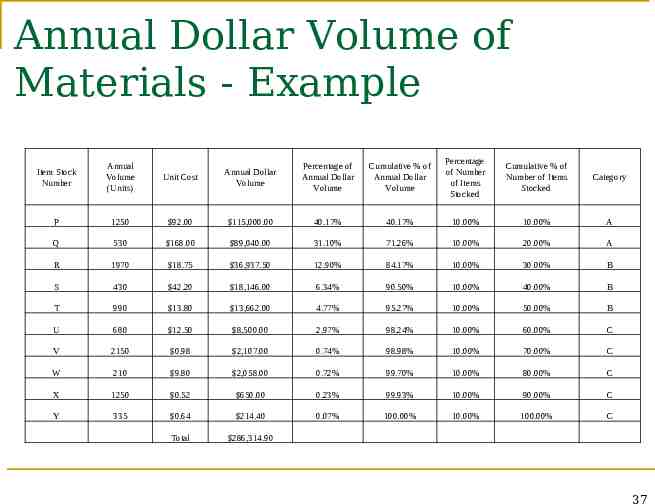
Annual Dollar Volume of Materials - Example Unit Cost Annual Dollar Volume Percentage of Annual Dollar Volume Cumulative % of Annual Dollar Volume Percentage of Number of Items Stocked Cumulative % of Number of Items Stocked Category 1250 92.00 115,000.00 40.17% 40.17% 10.00% 10.00% A Q 530 168.00 89,040.00 31.10% 71.26% 10.00% 20.00% A R 1970 18.75 36,937.50 12.90% 84.17% 10.00% 30.00% B S 430 42.20 18,146.00 6.34% 90.50% 10.00% 40.00% B T 990 13.80 13,662.00 4.77% 95.27% 10.00% 50.00% B U 680 12.50 8,500.00 2.97% 98.24% 10.00% 60.00% C V 2150 0.98 2,107.00 0.74% 98.98% 10.00% 70.00% C W 210 9.80 2,058.00 0.72% 99.70% 10.00% 80.00% C X 1250 0.52 650.00 0.23% 99.93% 10.00% 90.00% C Y 335 0.64 214.40 0.07% 100.00% 10.00% 100.00% C Total 286,314.90 Item Stock Number Annual Volume (Units) P 37
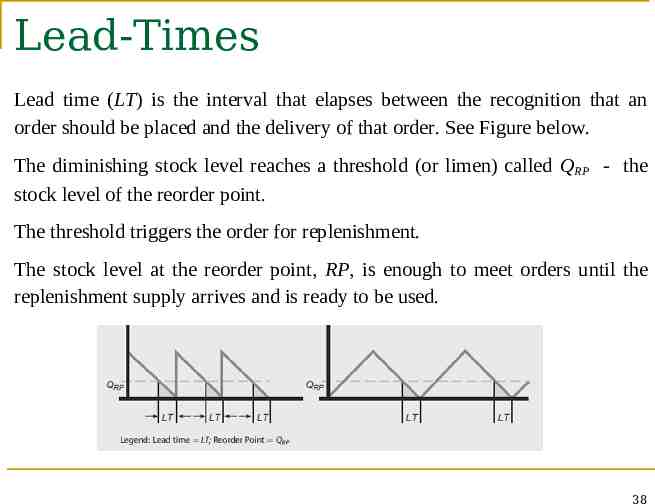
Lead-Times Lead time (LT) is the interval that elapses between the recognition that an order should be placed and the delivery of that order. See Figure below. The diminishing stock level reaches a threshold (or limen) called QRP - the stock level of the reorder point. The threshold triggers the order for replenishment. The stock level at the reorder point, RP, is enough to meet orders until the replenishment supply arrives and is ready to be used. 38
Lead-Times (continued) Eight lead-time (LT) considerations that apply to EOQ or EPQ or both: The amount of time required to recognize the need to reorder. The interval for doing whatever clerical work is needed to prepare the order. Mail, e-mail, EDI, or telephone intervals to communicate with the supplier (or suppliers) and to place the order(s). Time that takes the supplier’s organization to react to the placement of an order? 39
Lead-Times (continued) Delivery time including loading, transit, and unloading. Processing of delivered items by the receiving department. Inspection to be sure items match specifications. Time delays in updating records The effect of such delays on the production schedule must be considered. The eight lead-time components are added to get the lead time. Lead times are usually variable. Safety stocks may be increased to deal with variable lead times. 40
Order Point Policies (OPP) Order point policies (OPP) define the stock level at which an order will be placed. The reorder point (RP), triggers an order for more stock. OPP systems specify the number of units to order and when to order. We will discuss the following two systems Periodic, also known as fixed time, inventory systems. Perpetual, also known as fixed quantity, inventory systems. 41
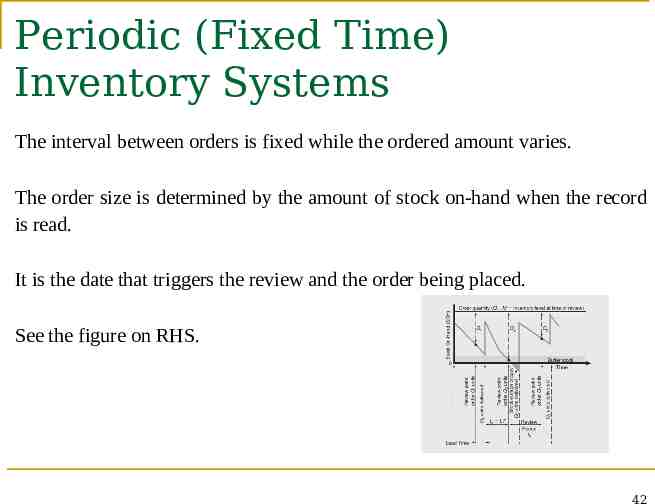
Periodic (Fixed Time) Inventory Systems The interval between orders is fixed while the ordered amount varies. The order size is determined by the amount of stock on-hand when the record is read. It is the date that triggers the review and the order being placed. See the figure on RHS. 42
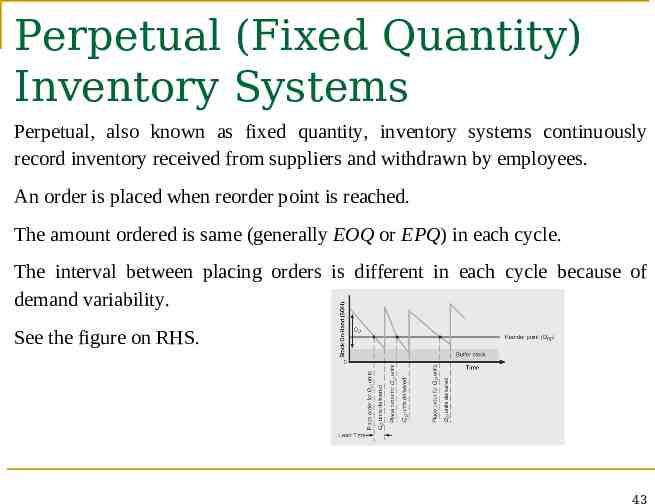
Perpetual (Fixed Quantity) Inventory Systems Perpetual, also known as fixed quantity, inventory systems continuously record inventory received from suppliers and withdrawn by employees. An order is placed when reorder point is reached. The amount ordered is same (generally EOQ or EPQ) in each cycle. The interval between placing orders is different in each cycle because of demand variability. See the figure on RHS. 43
Reorder Point and Safety (Buffer) Stock Shortages occur whenever actual demand in the lead-time period exceeds QRP. The likelihood of a shortage will be decreased by increasing the value of safety( buffer) stock. Determining safety (buffer) stock level requires an economic balancing situation between the cost of going out of stock versus the cost of carrying more inventory. The large buffer stock means that the carrying cost of stock is high to make sure that the actual cost of stock-outages is small. The stock level of the reorder point (QRP) is equal to the expected (average) demand during the lead time period plus the safety stock (SS) quantity. Thus, QRP LT SS 44
Expected Demand During Lead Time The expected demand during lead time is a function of average demand per day (d) and the magnitude of lead time (LT) and is determined as It may be noted that calculation of complex if lead time also varies. demand during lead time becomes 45
Safety Stock Calculations The value of SS depends on the variability of demand and the service level. The service level is a measure of the stock-out situations allowed. For example, a 95% service level means that there will be no out-of-stock situation 95% of the time during lead time. Assuming that the demand follows a normal distribution the value of SS can be determined as SS zσLT where, σLT is the standard deviation of demand during lead time and z is a measure of the service level that we want to provide. z is called standard normal random variable and can be found from its statistical table. For the 95% service level the value of z 1.65. 46
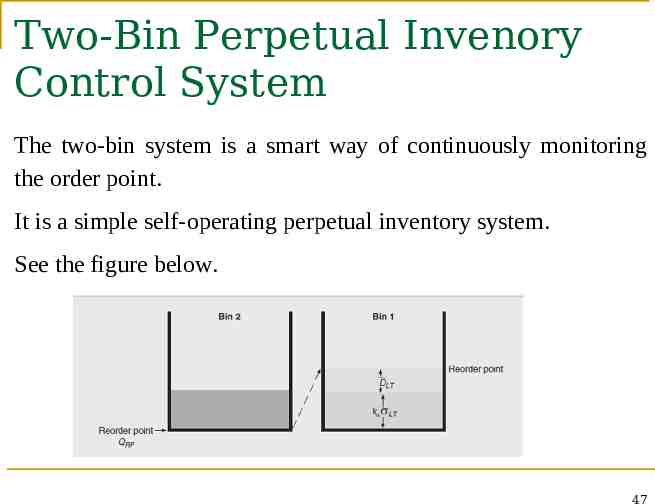
Two-Bin Perpetual Invenory Control System The two-bin system is a smart way of continuously monitoring the order point. It is a simple self-operating perpetual inventory system. See the figure below. 47
Thank you 48