Operations Management CHASE For Competitive Advantage ninth edition
26 Slides1.69 MB
Operations Management CHASE For Competitive Advantage ninth edition AQUILANO JACOBS 1 Operations Management For Competitive Advantage Chapter 9 Strategic Capacity CHASE AQUILANO JACOBS ninth edition The McGraw-Hill Companies, Inc
Operations Management For Competitive Advantage 2 ninth edition Chapter 9 Strategic Capacity Planning Strategic Capacity Planning Defined Capacity Utilization & Best Operating Level Economies & Diseconomies of Scale The Experience Curve Capacity Focus, Flexibility & Planning Determining Capacity Requirements Decision Trees Capacity Utilization & Service Quality CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
Operations Management For Competitive Advantage 3 ninth edition Strategic Capacity Planning Defined Capacity can be defined as the ability to hold, receive, store, or accommodate. Strategic capacity planning is an approach for determining the overall capacity level of capital intensive resources, including facilities, equipment, and overall labor force size. CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
Operations Management For Competitive Advantage 4 ninth edition Capacity Utilization Capacity utilization rate Capacity used Best operating level Capacity used – rate of output actually achieved Best operating level – capacity for which the process was designed CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
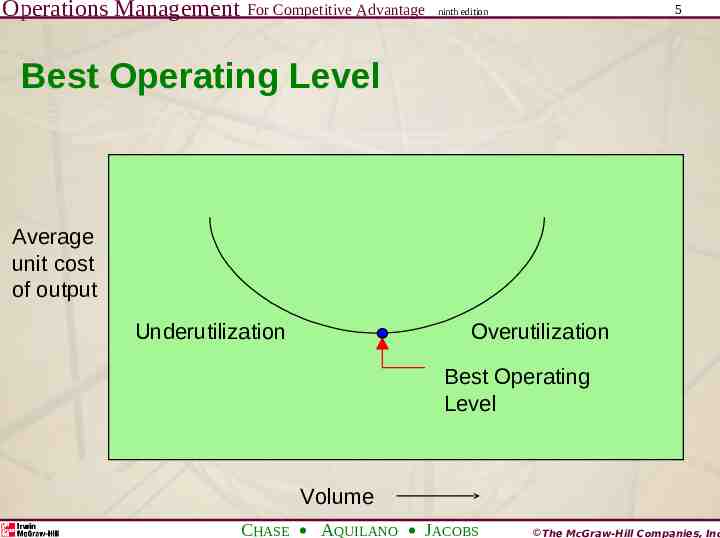
Operations Management For Competitive Advantage 5 ninth edition Best Operating Level Average unit cost of output Underutilization Overutilization Best Operating Level Volume CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
Operations Management For Competitive Advantage 6 ninth edition Example of Capacity Utilization During one week of production, a plant produced 83 units of a product. Its historic highest or best utilization recorded was 120 units per week. What is this plant’s capacity utilization rate? Answer: Capacity utilization rate Capacity used Best operating level . 83/120 0.69 or 69% CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
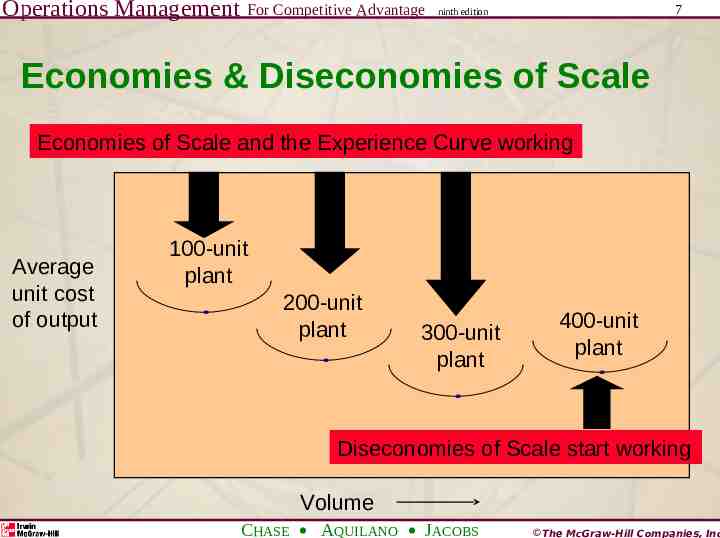
Operations Management For Competitive Advantage 7 ninth edition Economies & Diseconomies of Scale Economies of Scale and the Experience Curve working Average unit cost of output 100-unit plant 200-unit plant 300-unit plant 400-unit plant Diseconomies of Scale start working Volume CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
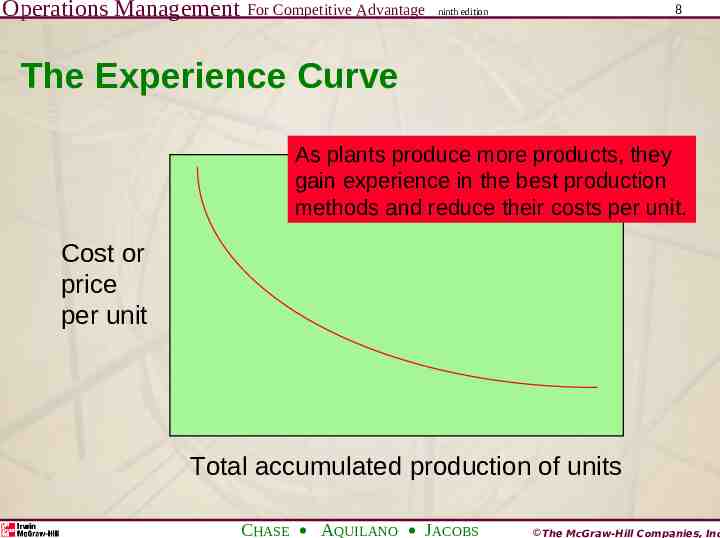
Operations Management For Competitive Advantage 8 ninth edition The Experience Curve As plants produce more products, they gain experience in the best production methods and reduce their costs per unit. Cost or price per unit Total accumulated production of units CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
Operations Management For Competitive Advantage 9 ninth edition Capacity Focus The concept of the focused factory holds that production facilities work best when they focus on a fairly limited set of production objectives. Plants Within Plants (PWP) (from Skinner) – Extend focus concept to operating level CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
Operations Management For Competitive Advantage ninth edition 10 Capacity Flexibility Flexible plants Flexible processes Flexible workers CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
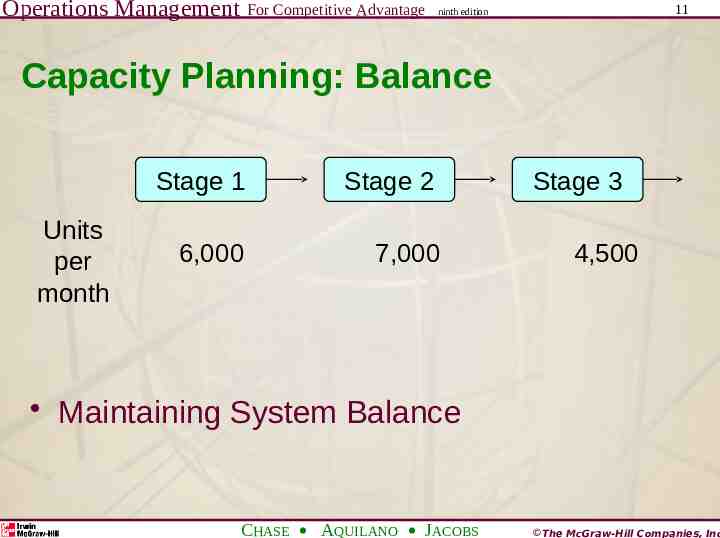
Operations Management For Competitive Advantage 11 ninth edition Capacity Planning: Balance Units per month Stage 1 Stage 2 6,000 7,000 Stage 3 4,500 Maintaining System Balance CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
Operations Management For Competitive Advantage ninth edition 12 Capacity Planning Frequency of Capacity Additions External Sources of Capacity CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
Operations Management For Competitive Advantage 13 ninth edition Determining Capacity Requirements Forecast sales within each individual product line. Calculate equipment and labor requirements to meet the forecasts. Project equipment and labor availability over the planning horizon. CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
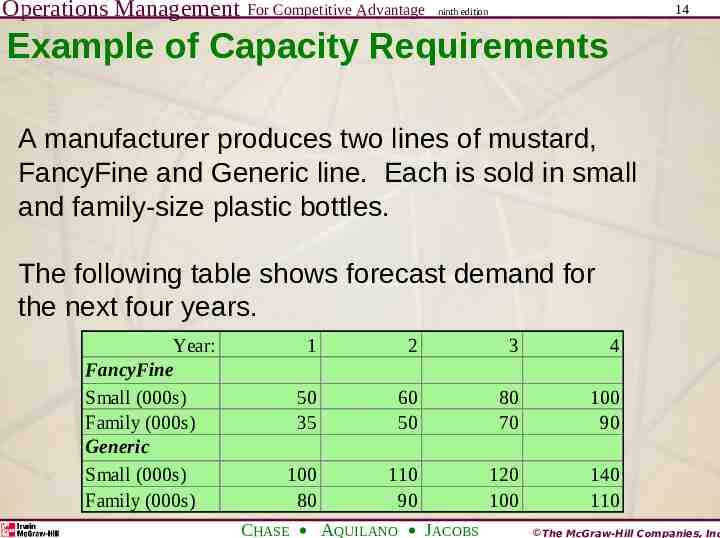
Operations Management For Competitive Advantage 14 ninth edition Example of Capacity Requirements A manufacturer produces two lines of mustard, FancyFine and Generic line. Each is sold in small and family-size plastic bottles. The following table shows forecast demand for the next four years. Year: FancyFine Small (000s) Family (000s) Generic Small (000s) Family (000s) 1 2 3 4 50 35 60 50 80 70 100 90 100 80 110 90 120 100 140 110 CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
Operations Management For Competitive Advantage 15 ninth edition Example of Capacity Requirements: The Product from a Capacity Viewpoint Question: Are we really producing two different types of mustards from the standpoint of capacity requirements? Answer: No, it’s the same product just packaged differently. CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
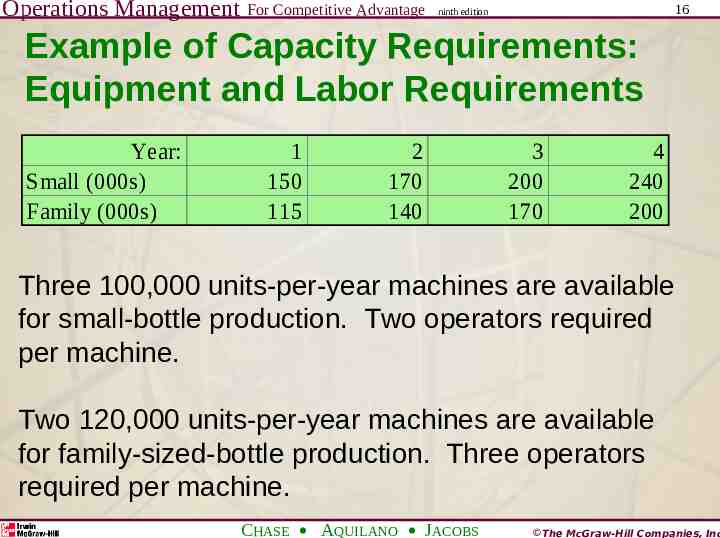
Operations Management For Competitive Advantage 16 ninth edition Example of Capacity Requirements: Equipment and Labor Requirements Year: Small (000s) Family (000s) 1 150 115 2 170 140 3 200 170 4 240 200 Three 100,000 units-per-year machines are available for small-bottle production. Two operators required per machine. Two 120,000 units-per-year machines are available for family-sized-bottle production. Three operators required per machine. CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
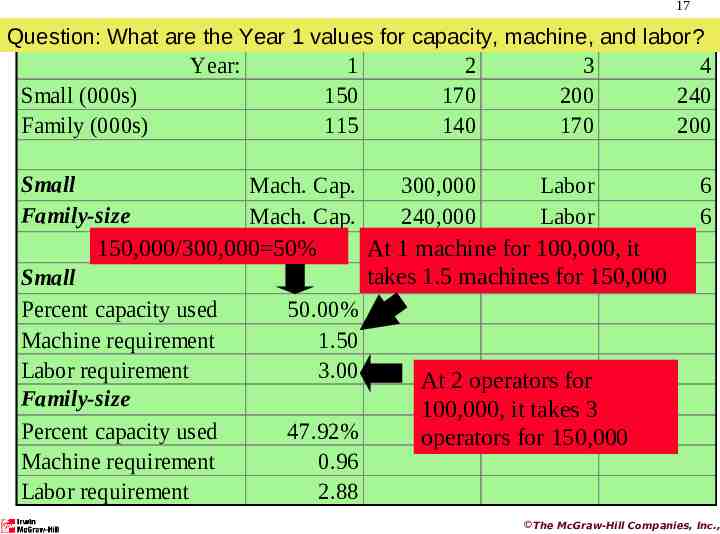
17 Question: What are the Year 1 values for capacity, machine, and labor? Year: Small (000s) Family (000s) 1 150 115 2 170 140 3 200 170 Small Mach. Cap. 300,000 Labor Family-size Mach. Cap. 240,000 Labor 150,000/300,000 50% At 1 machine for 100,000, it takes 1.5 machines for 150,000 Small Percent capacity used 50.00% Machine requirement 1.50 Labor requirement 3.00 At 2 operators for Family-size 100,000, it takes 3 Percent capacity used 47.92% operators for 150,000 Machine requirement 0.96 Labor requirement 2.88 4 240 200 6 6 The McGraw-Hill Companies, Inc.,
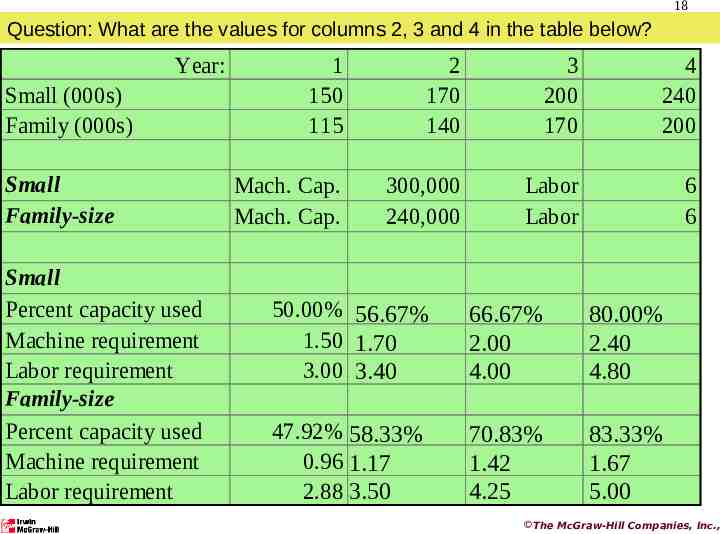
18 Question: What are the values for columns 2, 3 and 4 in the table below? Year: Small (000s) Family (000s) Small Family-size Small Percent capacity used Machine requirement Labor requirement Family-size Percent capacity used Machine requirement Labor requirement 1 150 115 2 170 140 3 200 170 4 240 200 Mach. Cap. Mach. Cap. 300,000 240,000 Labor Labor 6 6 50.00% 56.67% 1.50 1.70 3.00 3.40 66.67% 2.00 4.00 80.00% 2.40 4.80 47.92% 58.33% 0.96 1.17 2.88 3.50 70.83% 1.42 4.25 83.33% 1.67 5.00 The McGraw-Hill Companies, Inc.,
Operations Management For Competitive Advantage 19 ninth edition Example of a Decision Tree Problem A glass factory specializing in crystal is experiencing a substantial backlog, and the firm's management is considering three courses of action: A) Arrange for subcontracting, B) Construct new facilities. C) Do nothing (no change) The correct choice depends largely upon demand, which may be low, medium, or high. By consensus, management estimates the respective demand probabilities as .10, .50, and .40. CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
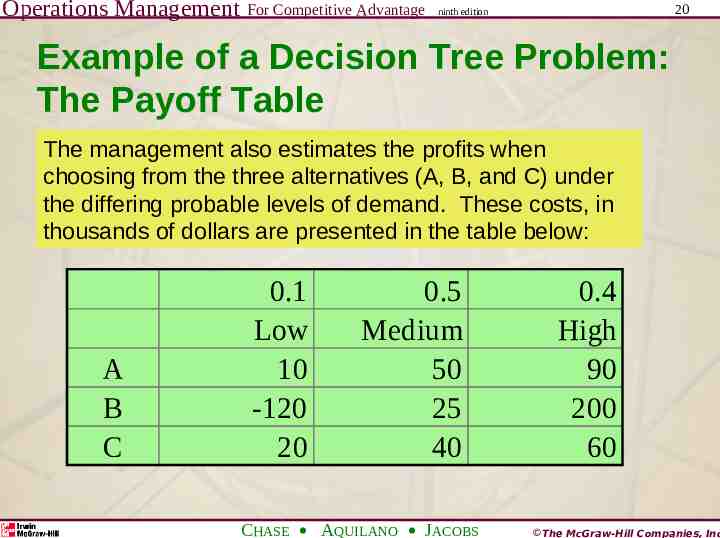
Operations Management For Competitive Advantage 20 ninth edition Example of a Decision Tree Problem: The Payoff Table The management also estimates the profits when choosing from the three alternatives (A, B, and C) under the differing probable levels of demand. These costs, in thousands of dollars are presented in the table below: A B C 0.1 Low 10 -120 20 CHASE 0.5 Medium 50 25 40 AQUILANO JACOBS 0.4 High 90 200 60 The McGraw-Hill Companies, Inc
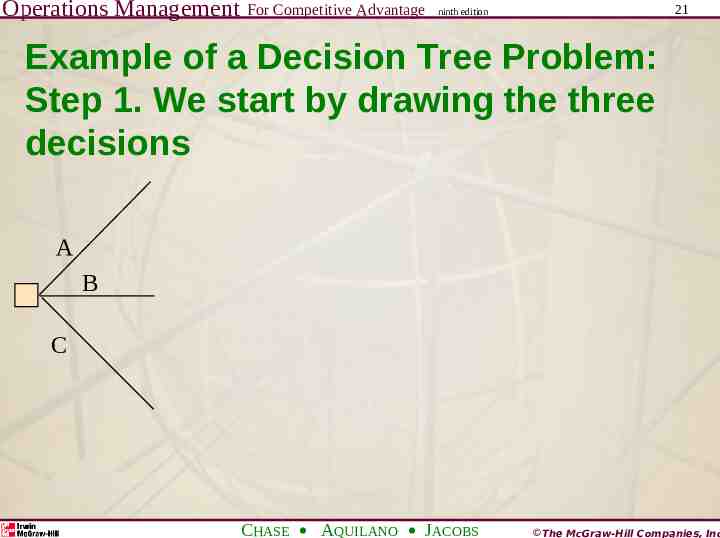
Operations Management For Competitive Advantage 21 ninth edition Example of a Decision Tree Problem: Step 1. We start by drawing the three decisions A B C CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
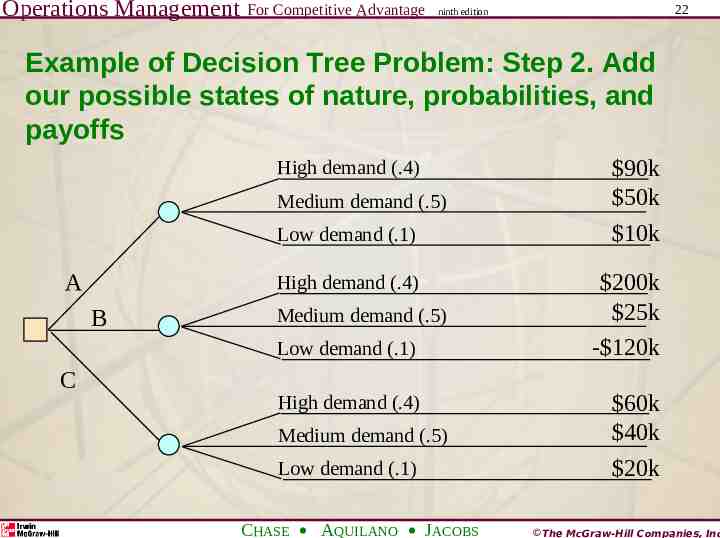
Operations Management For Competitive Advantage 22 ninth edition Example of Decision Tree Problem: Step 2. Add our possible states of nature, probabilities, and payoffs High demand (.4) Medium demand (.5) Low demand (.1) A High demand (.4) B Medium demand (.5) Low demand (.1) C High demand (.4) Medium demand (.5) Low demand (.1) CHASE AQUILANO JACOBS 90k 50k 10k 200k 25k - 120k 60k 40k 20k The McGraw-Hill Companies, Inc
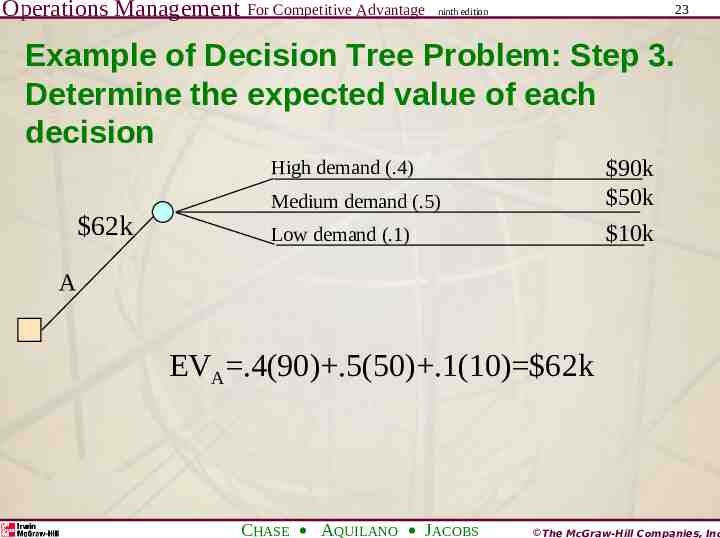
Operations Management For Competitive Advantage 23 ninth edition Example of Decision Tree Problem: Step 3. Determine the expected value of each decision 90k 50k 10k High demand (.4) 62k Medium demand (.5) Low demand (.1) A EVA .4(90) .5(50) .1(10) 62k CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
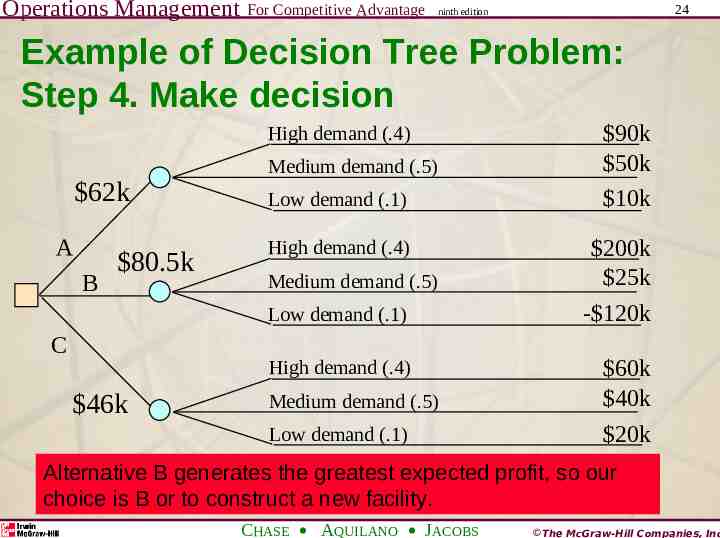
Operations Management For Competitive Advantage 24 ninth edition Example of Decision Tree Problem: Step 4. Make decision High demand (.4) 62k A B 80.5k Medium demand (.5) Low demand (.1) High demand (.4) Medium demand (.5) Low demand (.1) C High demand (.4) 46k Medium demand (.5) Low demand (.1) 90k 50k 10k 200k 25k - 120k 60k 40k 20k Alternative B generates the greatest expected profit, so our choice is B or to construct a new facility. CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
Operations Management For Competitive Advantage ninth edition 25 Planning Service Capacity Time Location Volatility of Demand CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc
Operations Management For Competitive Advantage ninth edition 26 Capacity Utilization & Service Quality Best operating point is near 70% of capacity From 70% to 100% of service capacity, what do you think happens to service quality? CHASE AQUILANO JACOBS The McGraw-Hill Companies, Inc