Kanban & Kaizen A N A LY S I S O F M A N U F A C T U R I N G O P E




28 Slides300.12 KB
Kanban & Kaizen A N A LY S I S O F M A N U F A C T U R I N G O P E R AT I O N S
What is Kanban Kanban means many things. Literally, Kanban is a Japanese word that means "visual card". At Toyota, Kanban is the term used for the visual & physical signaling system that ties together the whole Lean Production system. Kanban as used in Lean Production is over a half century old. It is being adopted newly to some disciplines as software.
How does Kanban work? There are many flavors, but the core of Kanban means: Visualize the workflow Split the work into pieces, write each item on a card and put on the wall. Use named columns to illustrate where each item is in the workflow. Limit WIP (work in progress) – assign explicit limits to how many items may be in progress at each workflow state. Measure the lead time (average time to complete one item, sometimes called “cycle time”), optimize the process to make lead time as small and predictable as possible. This is a direct implementation of a lean pull scheduling system.
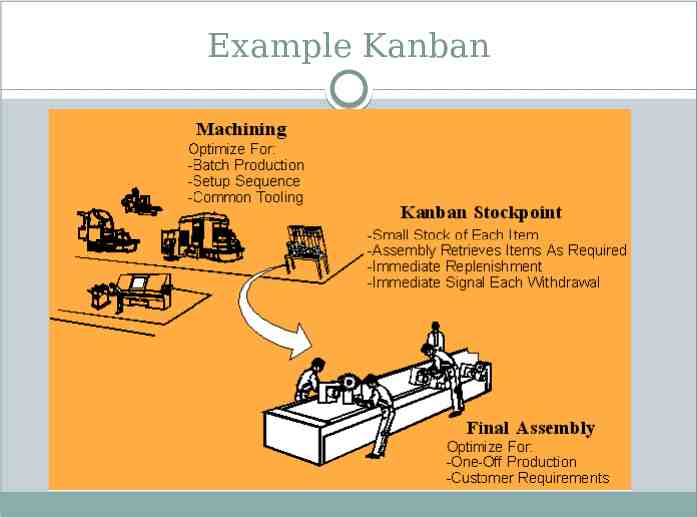
Example Kanban
Kanban The implementation of a kanban system, as well as other lean manufacturing methods, like 5s, and kaizen, can have significant benefits for almost any type of work. Kanban is faster, more efficient, and saves significant money over most other production models. A kanban system is also far more directly responsive to customer demand. Kanban is a system that visually indicates when production should start and stop.
Kanban vs. Current Process Can I combine Kanban with my current process? Yes. In fact, you should combine it. In Kanban the first step is to visualize your current process, just as it is, in order to see where the bottlenecks are. Then you introduce WIP limits and start a path of evolution that may or may not modify or replace your current process over time.
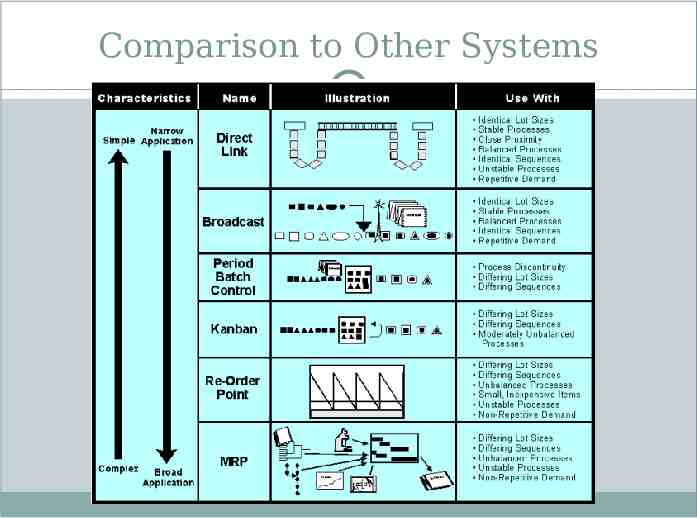
Comparison to Other Systems
What are the benefits of Kanban? Some commonly observed benefits are: Bottlenecks become clearly visible in real-time. This leads people to collaborate to optimize the whole value chain rather than just their part. Useful for situations where operations and support teams have a high rate of uncertainty and variability. Tends to naturally spread throughout the organization to other departments such as HR and sales, thereby increasing visibility of everything that is going on at the company.
Benefits of Kanban Reduce Inventory Kanban will reduce inventory, on average, by 25 to 75%. This saves any company significantly in terms of rent, electricity, and storage space. In addition, all of the space freed by the implementation of a kanban system can be used for future expansions or new opportunities
Benefits of Kanban Improve work flow The visually organized environment ensures all parts are easily found and continually stocked. The speed of moving from one task to another is significantly reduced by the creation of clearly marked flow lanes, kanban cards, and clearly marked labels.
Benefits of Kanban Prevent Overproduction Because parts are only created at the visual signal by the kanban label (link), inventory is much less likely to be overproduced. Resulting in significant savings in the holding of stock.
Benefits of Kanban Improves responsiveness to changes in demand Unlike a predictive system, kanban immediately reacts to the environment. By responding to clearly and easily read kanban cards the lag time between a shift in demand and a shift in production is almost nonexistent. Minimize risk of obsolete inventory, because inventory is only created as it is needed.
Common misunderstandings about Kanban Myth: With Kanban you don’t use iterations Fact: With Kanban iterations are optional. Do it only if you have a need for it in your context. Myth: With Kanban you don’t estimate Fact: With Kanban estimation is optional. Do it only if you have a need for it in your context. Myth: Kanban is better than other tools Fact: Kanban is just a process tool, and there is no such thing as a universally good or bad tool. Myth: Kanban is a drop-in replacement to other tools. Fact: Kanban is just about managing workflow. It hardly replaces anything. What it does do, however, is drive change. In Kanban you start with whatever process you have, visualize it, introduce WIP limits, and then evolve from there.
What is kaizen? Kai is an idea of change or the action to correct — Zen means "good“ kaizen means “change for the better. "Kaizen is the means to achieve a corporate strategy, not the strategy." - Masaaki Imai Kaizen is a Japanese business philosophy focused on making constant improvements. Its underlying concept stresses there will always be room for improvement. Fundamentally, kaizen aims to improve all activities and processes and eliminate waste and excess.
The History of Kaizen The term kaizen was officially coined in quality-management-expert Masaaki Imai's book Kaizen: The Key to Japan's Competitive Success in the mid 1980s. Since then, the philosophy has been wildly successful, thanks in large part to Imai's participation in preaching its Toyota-touted-virtues throughout the world. However, post-World War II United States had its hand in developing kaizen techniques as well.
The History of Kaizen During World War II, the United States Department of War developed a system called Training Within Industry to increase its manufacturing capacity. TWI relied upon many of the tenants that would later form the basis of lean. After World War II, for various reasons, the TWI program and its emphasis on quality and efficiency was abandoned in the Untied States, but crossed the Pacific to be received with wide acclaim in Japan. In particular the works of W. Edwards Deming were instrumental in the growth of kaizen and other aspects of the Toyota Production System. These systems exploded in Japan during the 1950s.
The Kaizen Facility The kaizen facility operates on the notion that every individual and his or her ideas are an asset to the company. An environment where mutual respect and positive recognition are fostered will prompt open communication. Improvements can only be made when people are willing to voice suggestions.
Implementing Kaizen? Kaizen can be implemented in many ways: as an individual, with a small-team approach, in a boardroom – almost anywhere at any time. It's a philosophy of effective improvement and implementation. Kaizen can also be implemented in a series of “blitzes" or a more long-term gradual approach. A key part of kaizen is the “continual” aspect of its improvements – this is not a one time event, but one that must be maintained and encouraged for years to come. It is with the steady maintenance of kaizen that true transformations occur.
Kaizen Labeling Kaizen is a process-focused philosophy of change and improvement. Follow it and see small changes lead to big profits. Suggestions and the changes they lead to, should be implemented immediately in a kaizen environment. Implementation of new ideas or reinforcement of old practices is made clear with concise, descriptive labels and signs.
Kaizen Labeling Kaizen relies upon the visual organization of space. Clear and precise markings are a necessary component of its implementation. Long lasting OSHA safety signs, hazard warning labels, and identification signs and labels form the basis of a Kaizen process.
Example: Hazard Warning Labels Depending on the severity of the hazard, there are several types of labels and signs that are used. A DANGER sign or label is used when the hazard presents a life-threatening danger. WARNING labels and signs are used for less severe hazards, that still present a serious risk of injury. A CAUTION sign or label is appropriate to warn of potential hazards that could cause minor or moderate injury, or damage to equipment. The type of sign that is required is determined by OSHA and ANSI standards.
Misconceptions with Kaizen Improvements only happen when things are done right, so an improper implementation of kaizen does little good. It takes dedication, commitment, and an underlying understanding to implement kaizen properly. One common misconception is that "kaizen only works in Japan," or some line of similar ilk. Kaizen is based on the Training Within Industry program, one developed and deployed to great success within the United States - in other words, kaizen has worked around the world.
Imperfections with Kaizen Kaizen needs to be supported from the bottom up and from the top down - it is a long term process, not a one time event. Kaizen is largely self-motivated. Because it's driven by individual input and execution, company results can vary.
Executive Support Any manufacturing operation can benefit from Kaizen as long as there is a commitment from management toward total involvement in basic Kaizen tenets: Discard conventional, fixed ideas Think of how to do it, not why it cannot be done Do not make excuses. Start by questioning current practices Ask "why" five times to realize the root cause of a problem
Successes With Kaizen The goal of kaizen - continual improvement - is obviously desirable. Businesses dotting the globe have implemented this lean methodology to augment profits, improve safety, increase customer retention, and boost employee satisfaction. Sony's Kaizen Success: Sony used kaizen to increase its production efficiency by 7,000%. Fleetwood's Kaizen Success: Chicagoborn Fleetwood has used kaizen to reduce cycle time and waste and increase profit and customer base.
The Benefits of Kaizen? Kaizen is a philosophy meant to promote improvement; its benefits are the improvements themselves. Kaizen champions the notion that small changes in the workplace can result in increased profits, lower employee safety risks, and better utilization of resources. Kaizen in all forms has been shown to radically improve working environments – saving companies millions of dollars while making employees healthier and happier. Kaizen is about enacting change clearly and concisely. It gives employees a real sense of accomplishment as a million tiny steps lead to a massive change – in safety, in structure, and in profits.
Lessons from Kaizen The Kaizen total involvement approach to improvements follows a set of rules, policies, directives and procedures established by management. The four basic steps in making continual improvement involve: Plan, Do, Check, Act. To maintain the improved states we Standardize, Do, Check Standardization. One of the foundations of plant Kaizen activities means documentation of the best way to do the job.
References http://www.graphicproducts.com/tutorials www.strategosinc.com