Fundamentals of Pressure Relief Devices
















82 Slides1.72 MB
Fundamentals of Pressure Relief Devices
Pressure Relief Devices What’s coming Basic terminology Code requirements Safety relief valves Rupture discs Rupture pins
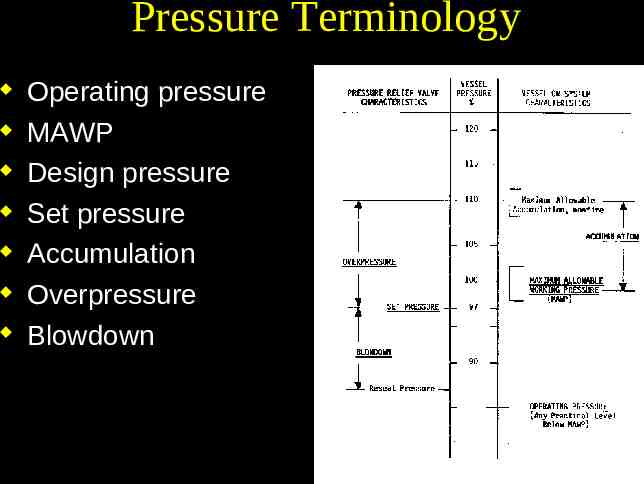
Pressure Terminology Operating pressure MAWP Design pressure Set pressure Accumulation Overpressure Blowdown
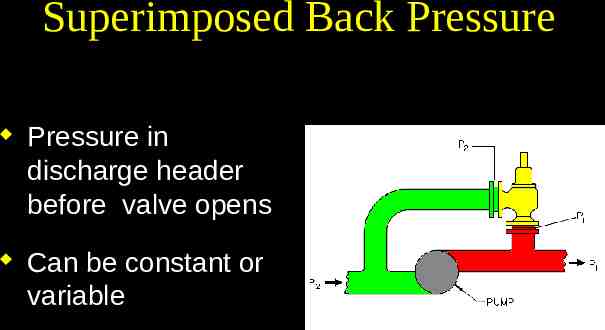
Superimposed Back Pressure Pressure in discharge header before valve opens Can be constant or variable
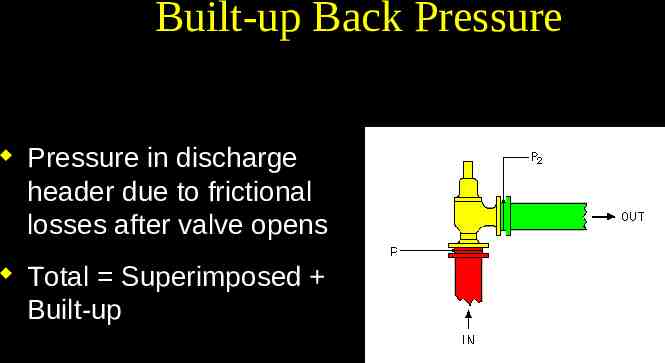
Built-up Back Pressure Pressure in discharge header due to frictional losses after valve opens Total Superimposed Built-up
Code Requirements General Code requirements include: – ASME Boiler & Pressure Vessel Codes – ASME B31.3 / Petroleum Refinery Piping – ASME B16.5 / Flanges & Flanged Fittings
Code Requirements All pressure vessels subject to overpressure shall be protected by a pressure relieving device Liquid filled vessels or piping subject to thermal expansion must be protected by a thermal relief device Multiple vessels may be protected by a single relief device provided there is a clear, unobstructed path to the device At least one pressure relief device must be set at or below the MAWP
Code Requirements Relieving pressure shall not exceed MAWP (accumulation) by more than: – 3% for fired and unfired steam boilers – 10% for vessels equipped with a single pressure relief device – 16% for vessels equipped with multiple pressure relief devices – 21% for fire contingency
General Types of Safety Relief Valve Design Direct acting type – Oldest and most common – Kept closed by a spring or weight to oppose lifting force of process pressure Pilot operated type – Kept closed by process pressure
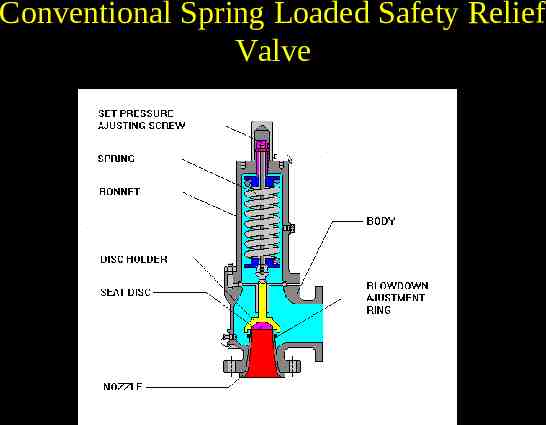
Conventional Spring Loaded Safety Relief Valve
Advantages / Disadvantages Conventional Valve Advantages Most reliable type if properly sized and operated Versatile -- can be used in many services Disadvantages – Relieving pressure affected by back pressure – Susceptible to chatter if built-up back pressure is too high
Conventional PRV
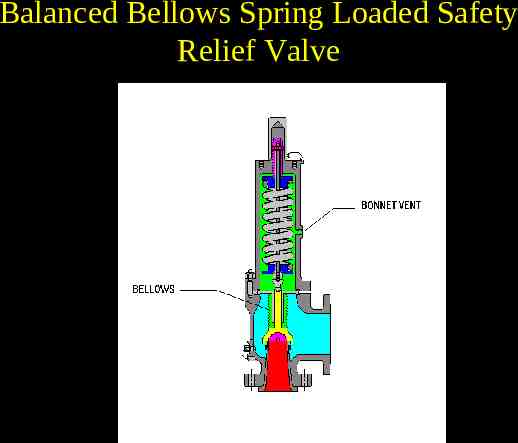
Balanced Bellows Spring Loaded Safety Relief Valve
Advantages / Disadvantages Balanced Bellows Valve Advantages Relieving pressure not affected by back pressure Can handle higher built-up back pressure Protects spring from corrosion Disadvantages – Bellows susceptible to fatigue/rupture – May release flammables/toxics to atmosphere – Requires separate venting system
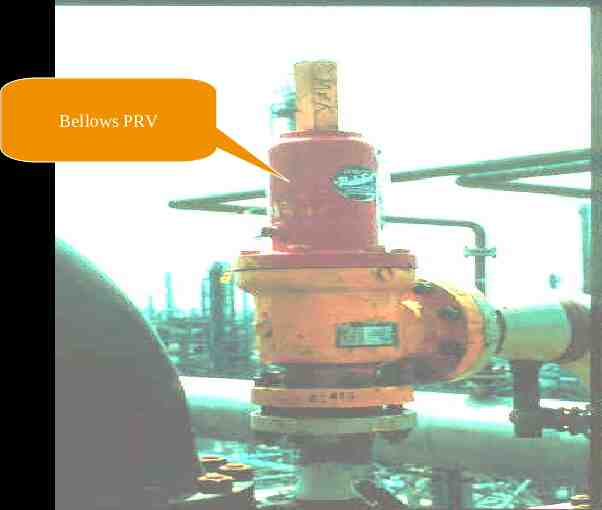
Bellows PRV
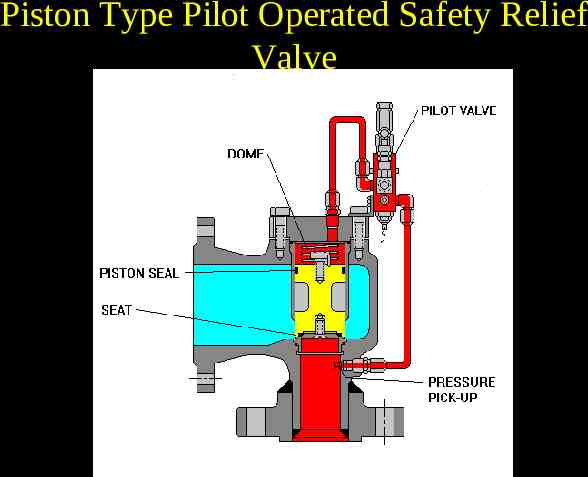
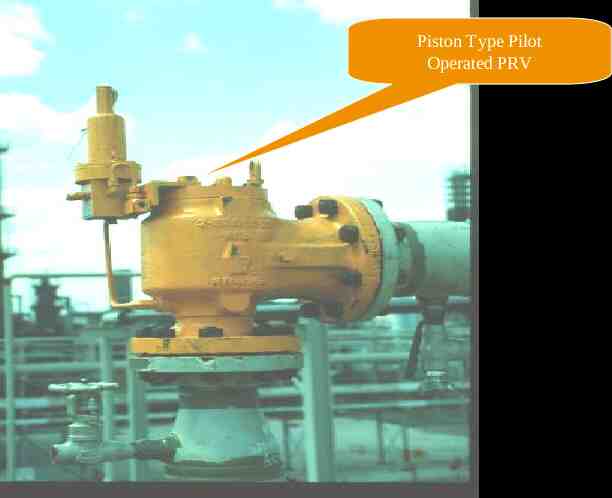
Piston Type Pilot Operated Safety Relief Valve
Advantages / Disadvantages Pilot Operated Valve Advantages Relieving pressure not affected by backpressure Can operate at up to 98% of set pressure Less susceptible to chatter (some models) Disadvantages – Pilot is susceptible to plugging – Limited chemical and high temperature use by “O-ring” seals – Vapor condensation and liquid accumulation above the piston may cause problems – Potential for back flow
Piston Type Pilot Operated PRV
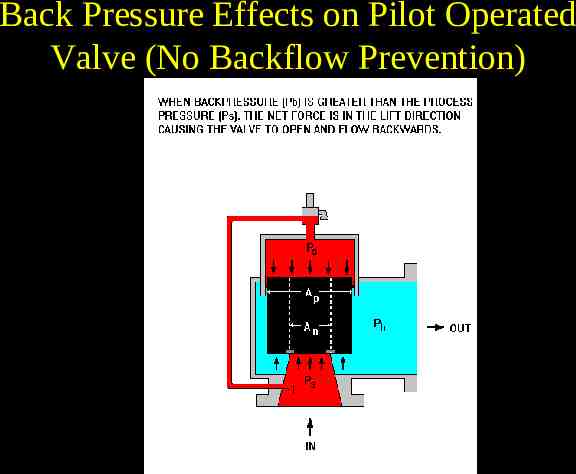
Back Pressure Effects on Pilot Operated Valve (No Backflow Prevention)
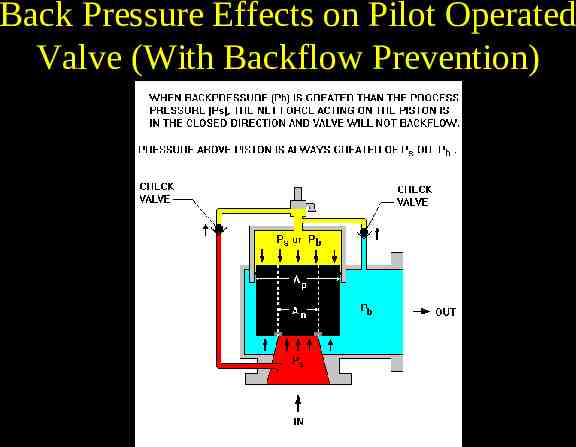
Back Pressure Effects on Pilot Operated Valve (With Backflow Prevention)
Chatter Chattering is the rapid, alternating opening and closing of a PR Valve. Resulting vibration may cause misalignment, valve seat damage and, if prolonged, can cause mechanical failure of valve internals and associated piping. Chatter may occur in either liquid or vapor services
Chatter - Principal Causes Excessive inlet pressure drop Excessive built-up back pressure Oversized valve Valve handling widely differing rates
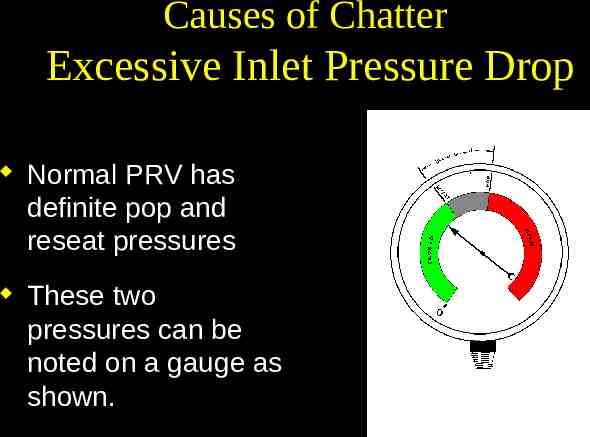
Causes of Chatter Excessive Inlet Pressure Drop Normal PRV has definite pop and reseat pressures These two pressures can be noted on a gauge as shown.
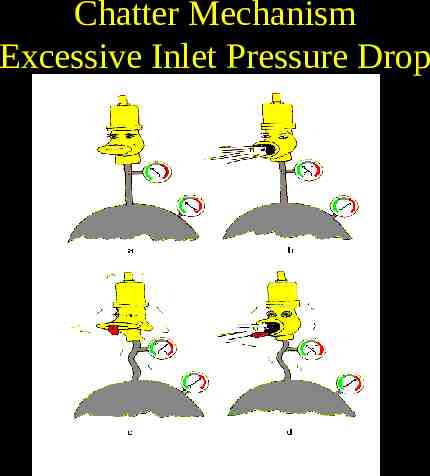
Chatter Mechanism Excessive Inlet Pressure Drop
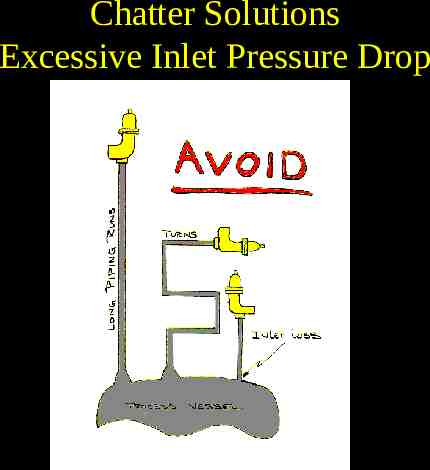
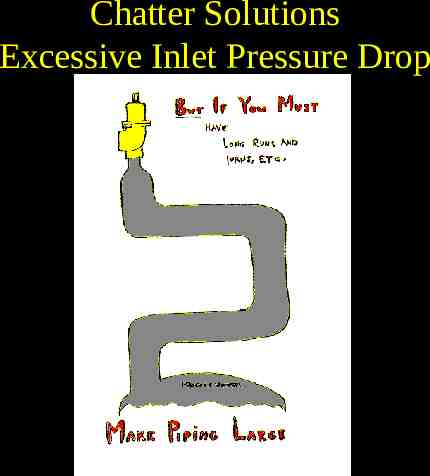
Chatter Solutions Excessive Inlet Pressure Drop
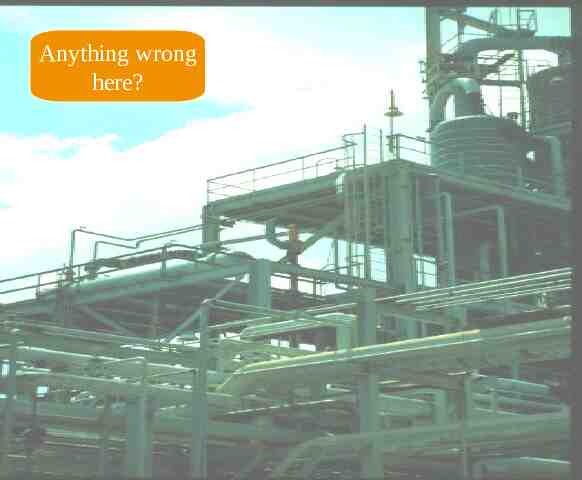
Anything wrong here?
Undersized inlet piping
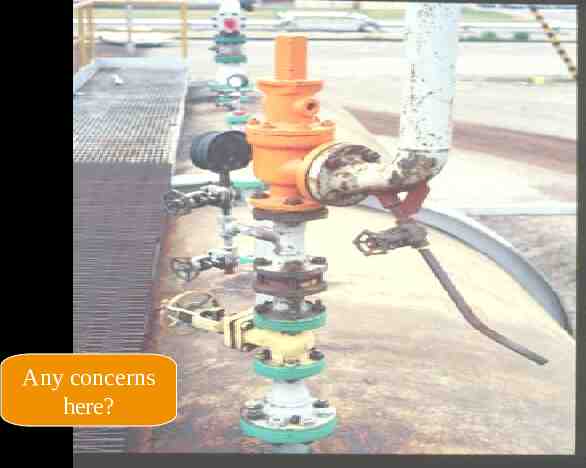
Any concerns here?
Consider the pressure drop from all these connections
Chatter Solutions Excessive Inlet Pressure Drop
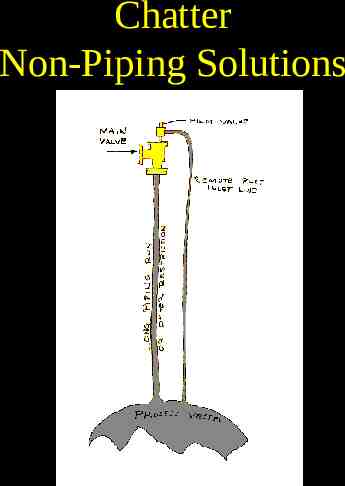
Chatter Non-Piping Solutions If you can’t change the piping Increase blowdown Install smaller PRV Install different type of PRV
Chatter Non-Piping Solutions
Chatter Solutions Excessive Built-up Back Pressure Excessive outlet pressure will also cause chatter. Avoid – Long outlet piping runs – Elbows and turns – Sharp edge reductions But if you must – Make outlet piping large!
Causes of Chatter Improper Valve Sizing Oversized valve – Must flow at least 25% of capacity to keep valve open – Especially bad in larger sizes Valve handling widely differing rates – Leads to oversized valve case
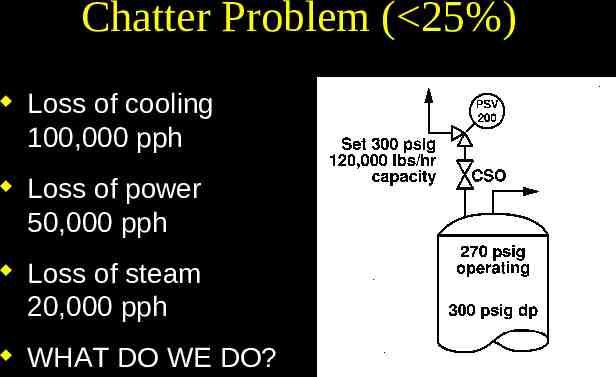
Chatter Problem ( 25%) Loss of cooling 100,000 pph Loss of power 50,000 pph Loss of steam 20,000 pph WHAT DO WE DO?
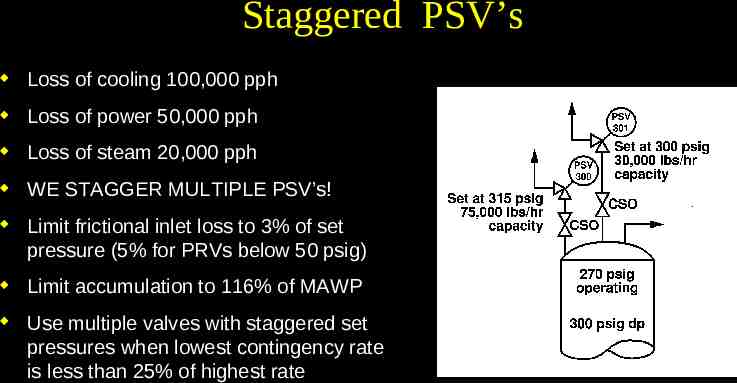
Staggered PSV’s Loss of cooling 100,000 pph Loss of power 50,000 pph Loss of steam 20,000 pph WE STAGGER MULTIPLE PSV’s! Limit frictional inlet loss to 3% of set pressure (5% for PRVs below 50 psig) Limit accumulation to 116% of MAWP Use multiple valves with staggered set pressures when lowest contingency rate is less than 25% of highest rate
Inlet Line Considerations Inlet line size must be at least equal to PRV inlet flange size Inlet piping should slope continuously upward from vessel to avoid traps Inlet piping should be heat traced if freezing or congealing of viscous liquids could occur A continual clean purge should be provided if coke/polymer formation or solids deposition could occur CSO valves should have the stem horizontal or vertically downward
Outlet Line Considerations Discharge line diameter must be at least equal to PRV outlet flange size Maximum discharge velocity should not exceed 75% of sonic velocity For flammable releases to atmosphere, minimum velocity should be no less than 100 ft/sec Atmospheric risers should discharge at least 10 ft above platforms within 50 ft horizontally Radiant heat due to ignition of release should be considered
Outlet Line Considerations No check valves, orifice plates or other restrictions permitted Atmospheric discharge risers should have drain hole CSO valves should have the stem oriented horizontally or vertically Piping design must consider thermal expansion due to hot/cold release Autorefrigeration and need for brittle fracture resistant materials Closed discharge piping should slope continuously downward to header to avoid liquid traps
Anything wrong here?
Discharge directed downward
Anything wrong here?
Discharge too near deck
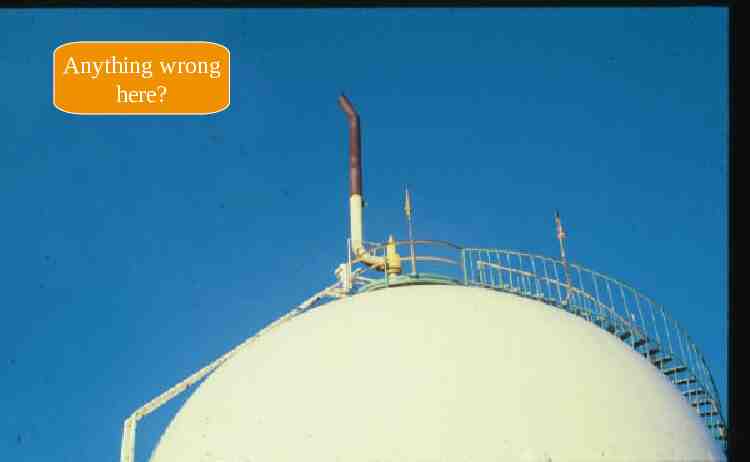
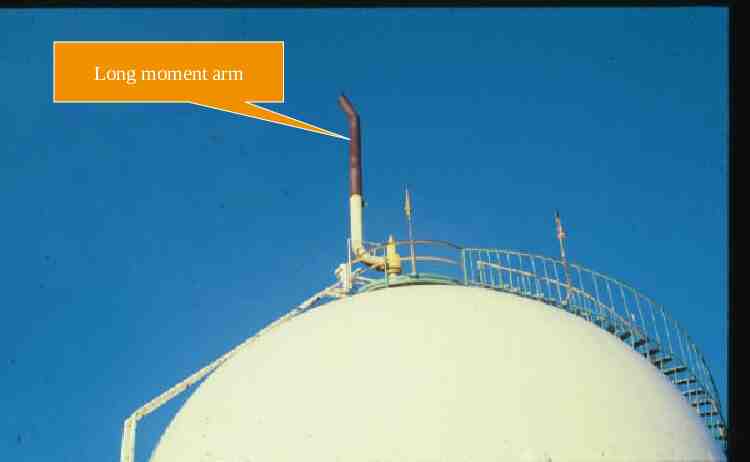
Anything wrong here?
Long moment arm
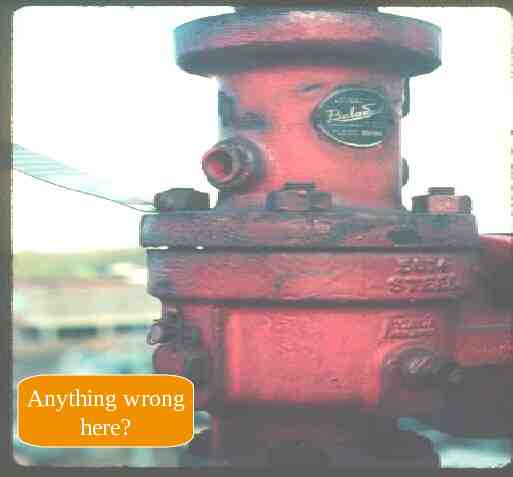
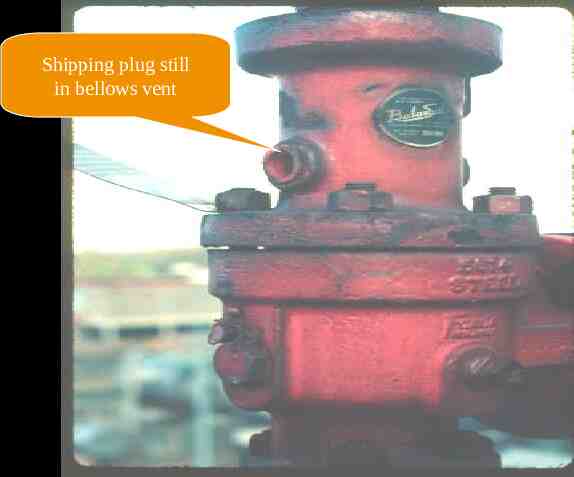
Anything wrong here?
Shipping plug still in bellows vent
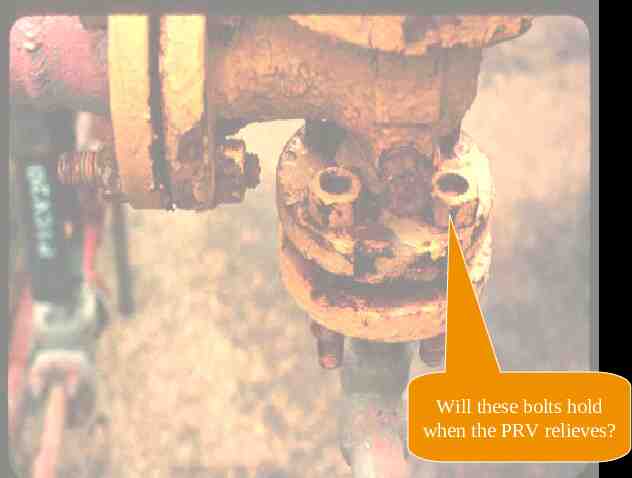
Anything wrong here?
Will these bolts hold when the PRV relieves?
Anything wrong here?
Bellows plugged in spite of sign
Rupture Discs A rupture disc is a thin diaphragm (generally a solid metal disc) designed to rupture (or burst) at a designated pressure. It is used as a weak element to protect vessels and piping against excessive pressure (positive or negative). There are five major types available – Conventional tension-loaded rupture disc – Pre-scored tension-loaded rupture disc – Composite rupture disc – Reverse buckling rupture disc with knife blades – Pre-scored reverse buckling rupture disc
Rupture Discs They are often used as the primary pressure relief device. – Very rapid pressure rise situations like runaway reactions. – When pressure relief valve cannot respond quick enough. They can also be used in conjunction with a pressure relief valve to: – Provide corrosion protection for the PRV. – Prevent loss of toxic or expensive process materials. – Reduce fugitive emissions to meet environmental requirements.
Rupture Discs Are Well Suited For Some Applications When compared with PR valves, rupture discs have: Advantages Reduced fugitive emissions - no simmering or leakage prior to bursting. Protect against rapid pressure rise cased by heat exchanger tube ruptures or internal deflagrations. Less expensive to provide corrosion resistance. Less tendency to foul or plug. Provide both over pressure protection and depressuring. Provide secondary protective device for lower probability contingencies requiring large relief areas.
Rupture Discs Are Less Well Suited For Other Applications When compared with PR valves, rupture discs have: Disadvantages – – – – – Don’t reclose after relief. Burst pressure cannot be tested. Require periodic replacement. Greater sensitivity to mechanical damage. Greater sensitivity to temperature
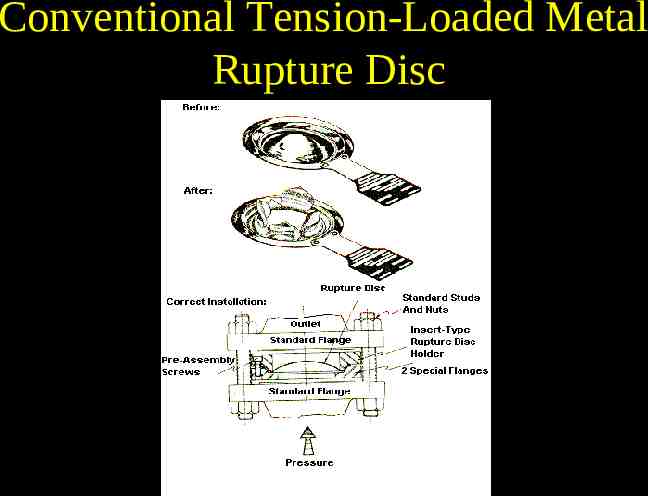
Conventional Tension-Loaded Metal Rupture Disc
Comparison of Rupture Disc Types Conventional Tension-Loaded Broad range of applicability for gas and liquids Available in large variety of sizes; burst pressures, temperatures and materials and coatings. Have tendency to fragment. May require vacuum support. Are not fail safe if installed upside down with vacuum support (require more than 1.5 X Burst Pressure). Subject to premature failures if operating pressure exceeds 70% of BP.
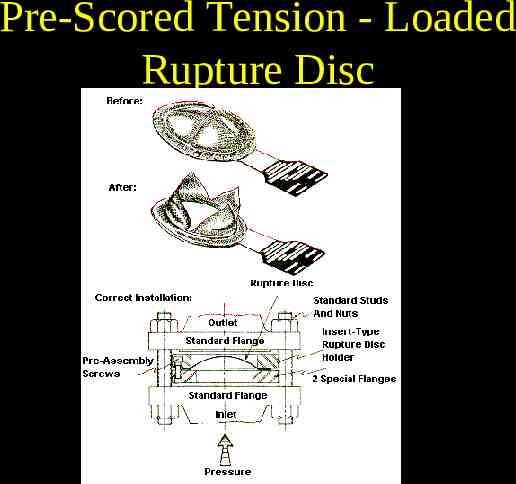
Pre-Scored Tension - Loaded Rupture Disc
Comparison of Rupture Disc Types Pre-Scored, Tension-Loaded Broad range of applicability. Readily available sizes, burst pressures, materials, etc. Non-fragmenting. Don’t require vacuum support. Fail safe - (Rupture prematurely if upside down). Can operate to 85% of BP.
Disc Corroded Through
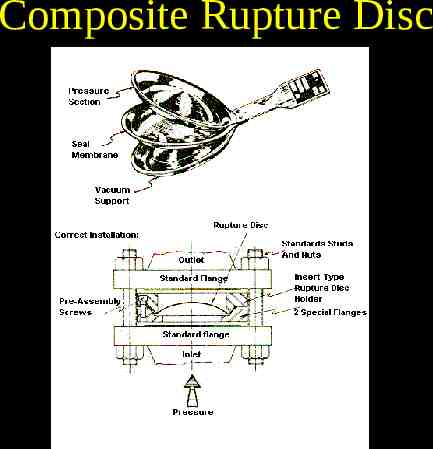
Composite Rupture Disc
Comparison of Rupture Disc Types Composite Discs Advantages and disadvantages similar to conventional tension-loaded type. Allow use of corrosion resistant materials in lower pressure service and smaller sizes than solid metal discs.
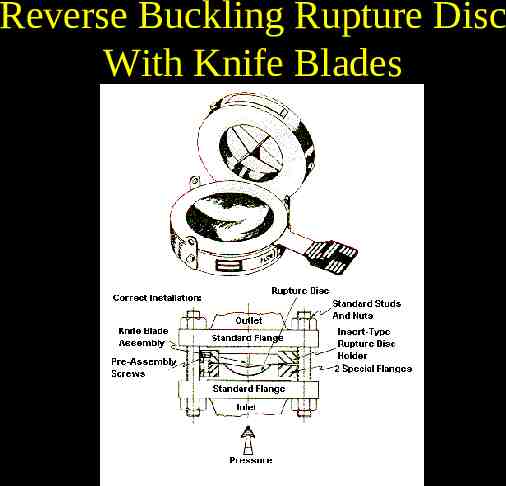
Reverse Buckling Rupture Disc With Knife Blades
Comparison of Rupture Disc Types Reverse Buckling With Knife Blade Wide range of sizes, materials, pressures and temperatures. thicker than conventional due to “snap action.” Don’t require vacuum support. Not fail safe. * * * * * * Blades corrode or get dull. Blades can be left out. Excessive burst pressure if upside down. Unsuitable in liquid service - (no snap action). Damage causes premature reversal. Subject to roll over.
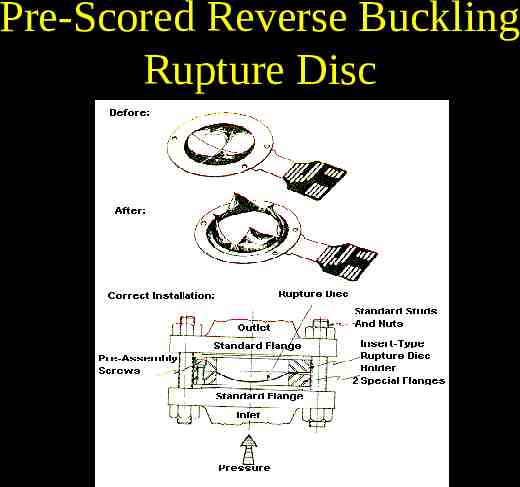
Pre-Scored Reverse Buckling Rupture Disc
Comparison of Rupture Disc Types Pre-Scored Reverse Buckling Most of the advantages of reverse buckling. * * * * Non-fragmenting. Fail safe. Don’t need vacuum supports. Available in common sizes and materials. - Limited number of burst pressures/temperatures. * Not for high pressures (too thick required) - Not effective in liquid service.
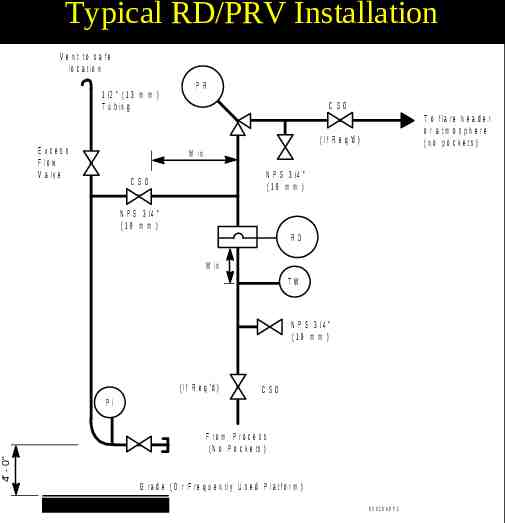
Typical RD/PRV Installation V e n t to s a fe lo c a t io n 1 /2 " (1 3 m m ) T u b in g PR CSO T o f la r e h e a d e r o r a tm o s p h e re (n o p o c k e ts ) ( I f R e q 'd ) E xcess F lo w V a lv e M in . N P S 3 /4 " (1 9 m m ) CSO N P S 3 /4 " (1 9 m m ) RD M in TW N P S 3 /4 " (1 9 m m ) ( I f R e q 'd ) CSO PI 4' - 0" F ro m P ro c e s s (N o P o c k e ts ) G r a d e ( O r F r e q u e n tly U s e d P la tfo r m ) 0302040F2
Anything wrong here?
Pressure above RD Reduced inlet piping
Damaged during Installation
Classic Alligatoring
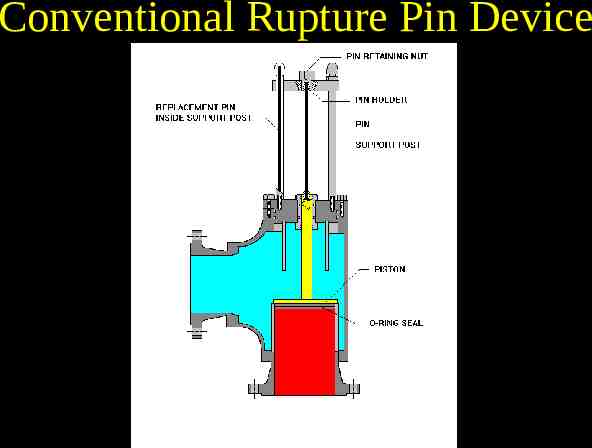
Rupture Pins A rupture pin is designed to be a non-reclosing pressure relief device, similar to a rupture disc A piston is held in the closed position with a buckling pin which will fail at a set pressure according to Euler's Law An o-ring on the piston is used to make a bubble tight seal
Conventional Rupture Pin Device
Comparison of Rupture Pins To Rupture Discs Advantages Not subject to premature failure due to fatigue Can be operated closer to its set point Setpoint is insensitive to operating temperature Available as balanced or unbalanced device Capable of operating as low as 0.1 psig (0.007 barg) Suitable for liquid service Resetting after release usually requires no breaking of flanges Replacement pins are 1/3 to 1/4 the cost of replacement discs
Comparison of Rupture Pins To Rupture Discs Disadvantages – The elastomer o-ring seal limits the maximum operating temperature to about 450oF (230oC) – Initial cost of installation is greater than for a rupture disc twice as costly for 2” carbon steel up to seven times as costly for 8” stainless steel
Potential Uses For Rupture Pins Replacement of rupture discs which have experienced frequent failures Replacing rupture discs with rupture pins will allow running slightly closer to design pressure possibly resulting in a capacity increase Higher accuracy of rupture pins at 40 psig (2.7 barg) gives significant advantage over rupture discs When installed under a PSV the rupture pin can be reset without removing the PSV
Quiz Review
Answers to Quiz on Pressure Relief 1Q. The highest allowable set pressure of any safety valve is the maximum allowable working pressure of the vessel being protected. (T/F) 1A. False. Under certain conditions, such as multiple valves, additional safety valves may be provided set at pressures higher than the MAWP; however, at least one must be set no higher than MAWP. 2Q. The Design Pressure and the Maximum Allowable Working Pressure of a vessel are one and the same. (T/F) 2A. False. Design Pressure is a process design term which specifies the minimum pressure to which the vessel must be designed. The MAWP, on the other hand, is a mechanical design term. It goes with the vessel, i.e, it is the pressure on the vessel’s nameplate and stays with the vessel no matter where the vessel is used. In practice, the two are often the same, but not necessarily.
Answers to Quiz on Pressure Relief 3Q. An oversized safety valve can be vulnerable to the phenomenon known as chatter. (T/F) 3A. True. 4Q. in 4A. Safety valve chatter in liquid service is potentially more serious than vapor service. (T/F) True. Because of the liquid hammer effect.
Answers to Quiz on Pressure Relief 5Q. 5A. 6Q. For operating contingencies, the ASME Code allows the capacity of a single safety valve to be calculated at 110% of the MAWP. (T/F) True. 6A. Under a fire contingency, the vessel is allowed to reach a higher pressure than under an operating contingency. (T/F) True. It is allowed to reach 121% of MAWP. 7Q. 105% 7A. It is permissible to have a second safety valve on a vessel set at of the MAWP. (T/F) True. 8Q. 8A. Accumulation means the same as blowdown. (T/F) False.
Answers to Quiz on Pressure Relief 9Q. at 9A. If a single safety valve is present only for fire, it is permissible to set it 110% of the MAWP. (T/F) False. A single safety valve must be set no higher than the MAWP. Only if it is a second valve for a fire contingency may it be set at 110% of MAWP. 10Q. If there are two safety valves on a vessel, pressure during discharge is allowed to reach 116% of the MAWP. (T/F) 10A. True, assuming the second valve is set at 105% of MAWP as permitted by the code. With 10% accumulation, maximum pressure becomes 110% of 105%, or (rounded) 116%.
Answers to Quiz on Pressure Relief 11Q. If a safety valve is to be routinely operated within 10% of its set pressure, it is advisable to provide a rupture disc beneath the safety valve to eliminate losses due to “simmering”. (T/F) 11A. False. Rupture discs must not be operated under these conditions either. The solution is a pilot-operated valve. 12Q. 12A. 13Q. 13A. Proper safety valve servicing requires testing each valve in the “asreceived” condition. (T/F) True. This is the only way to tell whether the valve was operable. We should design for the possibility that safety valve discharges will become ignited. (T/F) True.