FORGING Forging – defined as metal working process by which metals


17 Slides1.06 MB
FORGING Forging - defined as metal working process by which metals and alloys are plastically deformed to the desired shapes by the application of compressive forces. Classification: Open Die Forging Impression / closed die forging
Open Die Forging Open die forging is performed between flat dies with no precut profiles in the dies. Larger parts over 200,000 lbs. and 80 feet in length can be hammered or pressed into shape this way.
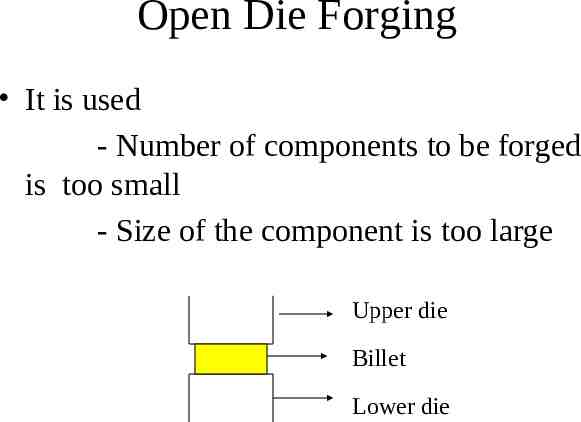
Open Die Forging It is used - Number of components to be forged is too small - Size of the component is too large Upper die Billet Lower die
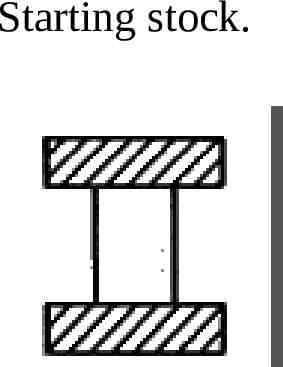
Starting stock.
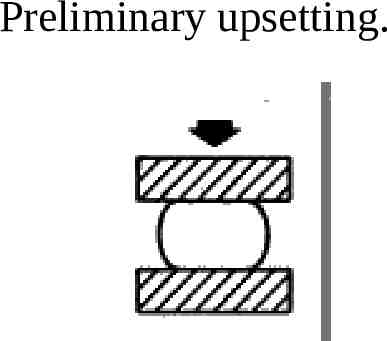
Preliminary upsetting.
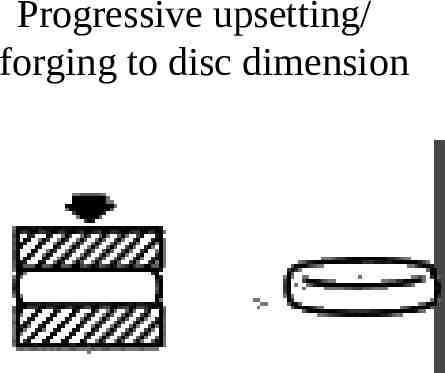
Progressive upsetting/ forging to disc dimension
Impression Die Forging Impression die forging presses metal between two dies (called tooling) that contain a precut profile of the desired part. It produces closed dimensional tolerances Parts from a few ounces to 60,000 lbs. can be made using this process. Some of the smaller parts are actually forged cold.
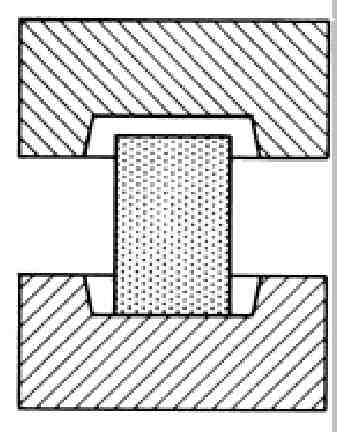
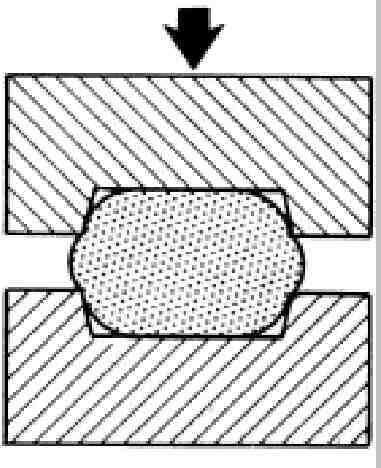
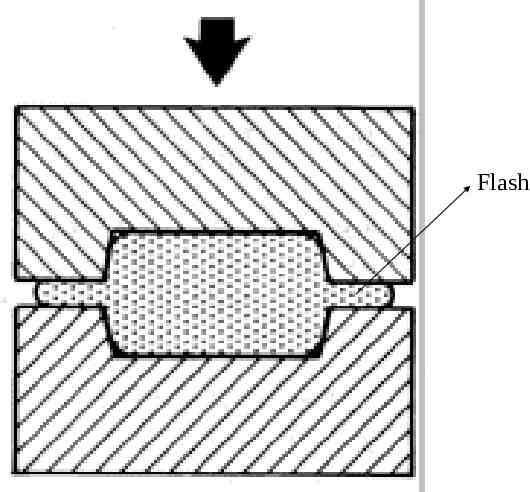
Impression Die Forging Process Operations In impression die forging, two dies are brought together and the workpiece undergoes plastic deformation until its enlarged sides touch the side walls of the die. Then, a small amount of material begins to flow outside the die impression forming flash that is gradually thinned. The flash cools rapidly and presents increased resistance to deformation and helps build up pressure inside the bulk of the workpiece that aids material flow into unfilled impressions.
Flash
Forging defects Incomplete forging penetration (Dentritic structure will not be broken at the interior surface) Surface crack High sulphur concentration in the furnace atmosphere can produce HOT SHORTNESS in Steel & Nickel Crack at Flash Cold shut Loose Scale or lubricant may accumulate in deep recess of the die Incomplete descaling of workpiece Internal cracks can develop during upsetting Laps (Metal Fold) Mismatch
Forging Operation UPSETTING HEADING FULLERING FLATTENING EDGING DRAWING OR NECKING SETTING DOWN SWAGING PUNCHING PIERCING BENDING
Flash is to be removed Punched holes may be needed Improved surface finish or closer dimensional accuracy may be desired. Trimming Flash is trimmed before the forging is ready for shipping. Coining and ironing are essentially sizing operations with pressure applied to critical surfaces to improve tolerances, smoothen surfaces, or eliminate draft. Little metal flow is involved in either operation and flash is not formed. Coining is usually done on surfaces parallel to the parting line. Ironing is typified by the forcing of a cup-shaped component through a ring to size on outer diameter.
Swaging--This operation is related to the open die forging process whereby the stock is drawn out between flat, narrow dies. But instead of the stock, the hammer is rotated to produce multiple blows, sometimes as high as 2,000 per minute. It is a useful method of primary working, although in industrial production its role is normally that of finishing. Swaging can be stopped at any point in the length of stock and is often used for pointing tube and bar ends and for producing stepped columns and shafts of declining diameter.