FMEA Intelligent use of FMEA This guideline is for training purposes
42 Slides996.50 KB
FMEA Intelligent use of FMEA This guideline is for training purposes only; Not ISO controlled
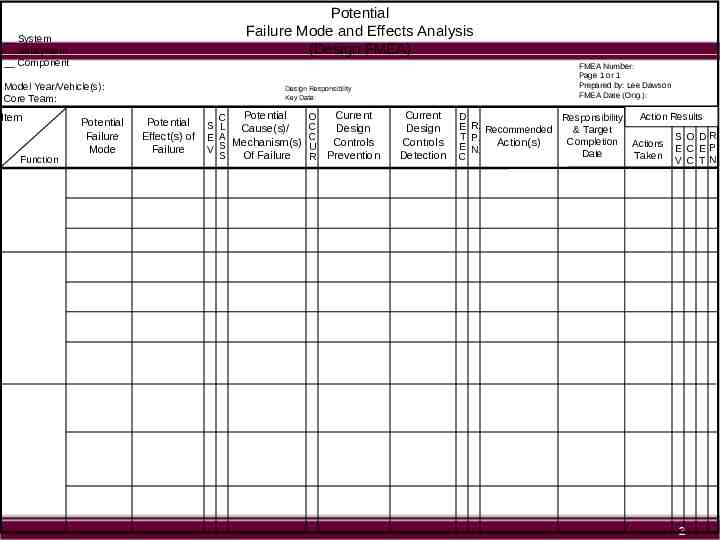
Potential Failure Mode and Effects Analysis (Design FMEA) System Subsystem Component Model Year/Vehicle(s): Core Team: Item Function Potential Failure Mode FMEA Number: Page 1 or 1 Prepared by: Lee Dawson FMEA Date (Orig.): Design Responsibility Key Date: Potential Effect(s) of Failure Potential O C S L C Cause(s)/ E A Mechanism(s) C U V S Of Failure S R Current Design Controls Prevention Current Design Controls Detection D Action Results Responsibility E R. Recommended & Target S O D R. T P. Completion Action(s) Actions E C E P. E N. Date Taken V C T N. C 2
What Is An FMEA? Opportunity to Defeat Murphy’s Law MURPHY’S Focus on Prevention Failure Mode And Effects Analysis is An assessment of Risk LAW Safety Regulatory Customer Satisfaction Program Coordinated/Documented team effort To determine what can go wrong A method to determine the need and priority of actions 3
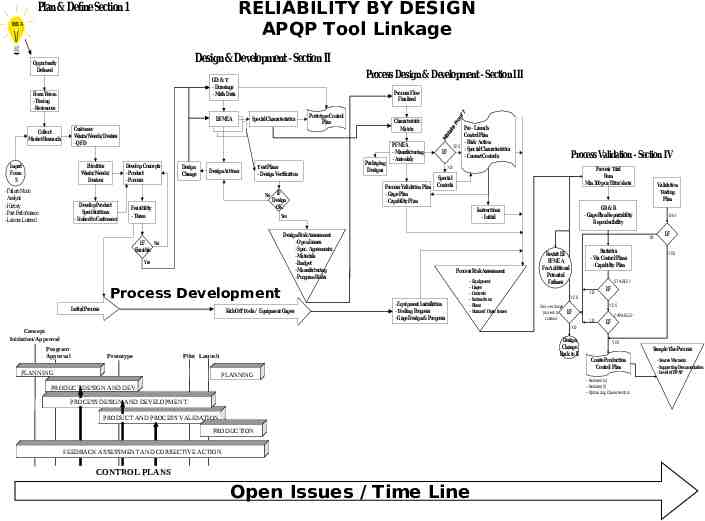
RELIABILITY BY DESIGN APQP Tool Linkage Plan & Define Section 1 IDEA Design & Development - Section II Opportunity Defined Process Design & Development - Section III GD & T - Drawings - Math Data FormTeam - Timing - Resources DFMEA DFMEA Customer Wants/ Needs/ Desires - QFD Collect Market Research Priorities Wants/ Needs/ Desires Input From 5 - Failure Mode Analysis - History - Past Performance - Lessons Learned Develop Concepts - Product - Process Design Change Process Flow Finalized Special Characteristics DesignActions Test Plans - Design Verification No Develop Product Specifications - Linked to Customers Feasibility - Team Prototype Control Plan IF Design OK Characteristic Matrix Packaging Designs PFMEA - Manufacturing - Assembly Pre - Launch Control Plan - Risk/ Action YES - Special Characteristics IF - Current Controls Process Trial Run Min 300pcs/ Hits/ shots Special Process Validation Plan Controls - Gage Plan - Capability Plan Design Risk Assessment - Open Issues - Spec. Agreements - Materials - Budget - Manufacturing - Program Risks Yes Process Development Initial Process Kick Off Tools / Equipment Gages Process Risk Assessment - Equipment Installation - Tooling Progress - Gage Design & Progress - Equipment - Gages - Controls - Instructions - Plans - Status of Open Issues Concept Initiation/Approval Prototype Statistics - Via Control Plans - Capability Plan Revisit III PFMEA For Additional Potential Failures PLANNING PRODUCT DESIGN AND DEV. PROCESS DESIGN AND DEVELOPMENT. PRODUCT AND PROCESS VALIDATION. PRODUCTION FEEDBACK ASSESSMENT AND CORRECTIVE ACTION CONTROL PLANS Open Issues / Time Line IF YES STABLE? YES Can we change process to IF contain? Design Change Back to II Pilot Launch PLANNING OK? NO NO Program Approval Validation Testing Plan GR & R - Gage Plan Repeatability Reproducibility Instructions - Initial Yes No IF Feasible Process Validation - Section IV NO NO IF YES NO CAPABLE? IF YES Sample The Process Create Production Control Plan - Reduced (n) - Reduced (f) - Optimizing Characteristics - Source Warrants - Supporting Documentation - Level of PPAP
Requirements Cascade How Fmea fits into Product and Process Development This guideline is for training purposes only; Not ISO controlled
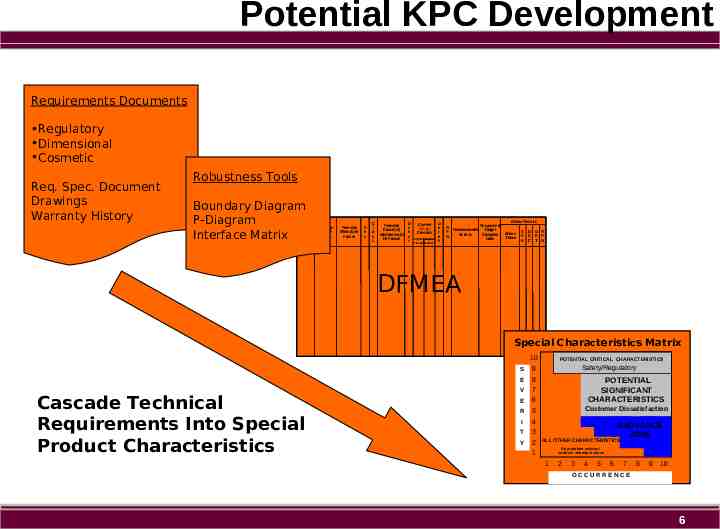
Potential KPC Development Requirements Documents Regulatory Dimensional Cosmetic Req. Spec. Document Drawings Warranty History Robustness Tools Boundary Diagram P-Diagram Interface Matrix Item / Process Step Function Potential Failure Mode Potential Effect(s) of Failure S e v C l a s s Potential Cause(s)/ Mechanism(s) Of Failure O c c u r Current Design Controls Prevent Detect D e t e c R P N Action Results Response & Recommended Target S O D R Action Actions Complete Taken E C E P Date V C T N DFMEA Special Characteristics Matrix 10 Cascade Technical Requirements Into Special Product Characteristics POTENTIAL CRITICAL CHARACTERISTICS Safety/Regulatory S 9 E E 8 7 6 POTENTIAL SIGNIFICANT CHARACTERISTICS R 5 Customer Dissatisfaction I 4 T 3 Y 2 1 V ANOYANCE ZONE ALL OTHER CHARACTERISTICS Appropriate actions / controls already in place 1 2 3 4 5 6 7 8 9 10 OCCURRENCE 6
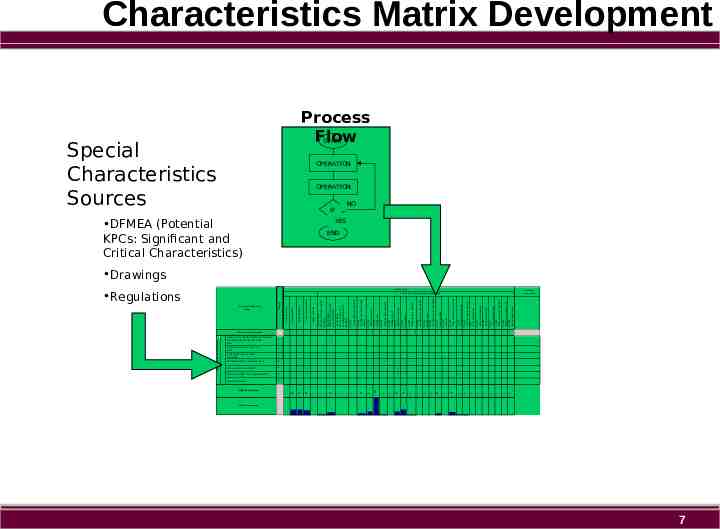
Weighted Importance 0 0 0 0 0 0 G 0 H 9 F 45 H 9 H H 0 G 27 H H 0 F H 0 H 0 Y 81 F H 3 5 F G 54 SERATION DAMAGE H 0 9 G 261 PRIMARY GASKET SEAL SURFACE FINISH H 54 9 H 3 SEAL COMPRESSION HEIGHT 27 3 Que for final assy line Op 535 Shifter lever to shifter tube Op 530 Op 520 Wave washer to shifter lever Assemble shifter lever Op 20 Clamp to shifter tube Op 510 Op 500 Shifter tube to housing Op 10 O-ring to shifter tube Move or stage for final assy Op 445 Lubricate bushing & seal Op 430 Chain adj sub assy to housing Op 420 Op 410 Reserved Housing to table Op 400 Re-load fixture #2 and mandrel Op 350 Operate press OP 340 Op 330 Mandrel to main shaft bore I.D. Op 320 Retaining ring to top groove Op 310 Operate press Op 300 Housing to fixture #2 Reload fixture #1 Op 230 Retaining ring to top groove Op 220 Op 210 Operate press Op 200 Housing to fixture #1 Op 120 Pre-load main shaft oil seal to mandrel Pre-load bearing to fixture #2 Op 110 HOUSING BUSHING TO FIXTURE PRE-LOAD PRIMARY Op 100 Step 3 SEAL TO FIXTURE Op 100 Step 2 PRE-LOAD JACK SHAFT FIXTURE Op 100 Step 1 PRE-LOAD DOWEL PINS TO Vehicle Assembly Component Manufacture Shipping Damage IF 0 BEARING FLUSH TO SNAP RING FACE 0 9 Material handling DFMEA (Potential KPCs: Significant and Critical Characteristics) 41 3 JACK SHAFT SEAL AGAINST SHOULDER 9 5 DOWEL PINS 0.260 TO 0.270 " TO FACE 0 BUSHING TO FACE OF JACK SHAFT SEAL Receive Material Special Characteristics Sources 72 Matrix 81 Special Characteristics Severity Regulations 81 0 Potential Critical and Significant Characteristics Matrix Development Process Flow START OPERATION OPERATION NO END YES Drawings Process Steps Primary Drive Manufacturing Process Steps Assessment Customer 1.090 TO 1.110 " FACE OF PRIMARY HOUSING Direction of Improvement F F F G F G Relative Importance 7
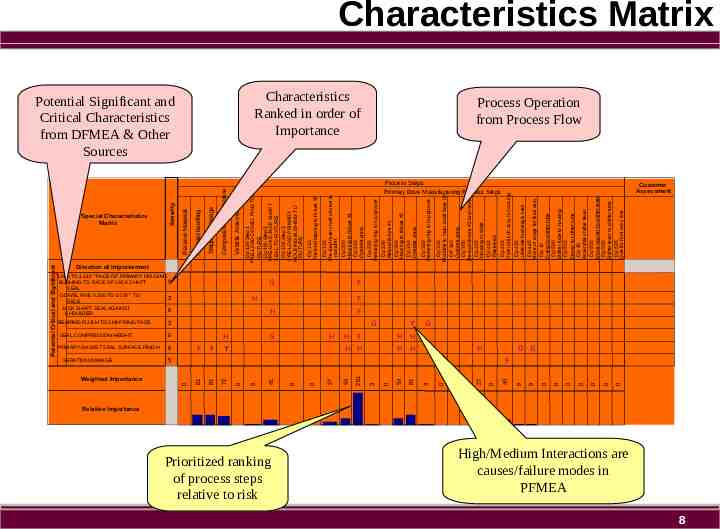
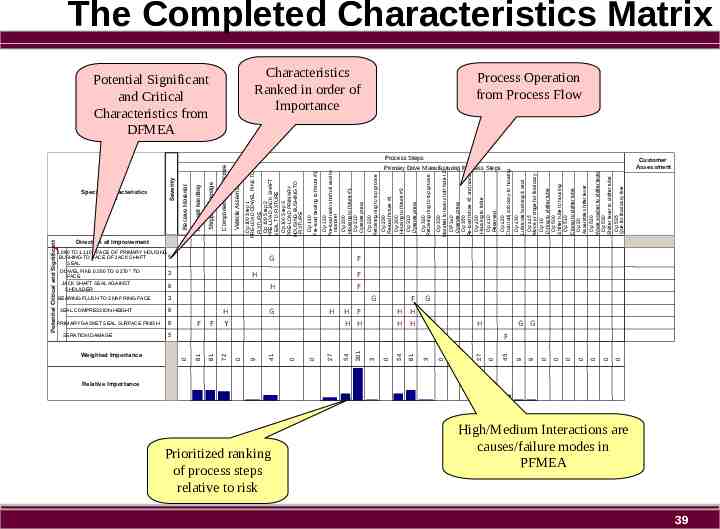
Weighted Importance Prioritized ranking of process steps relative to risk 0 0 0 0 0 0 H 0 H 9 H 9 5 45 H H 27 F Primary Drive Manufacturing Process Steps Op 430 Lubricate bushing & seal Op 445 Move or stage for final assy Op 10 O-ring to shifter tube Op 500 Shifter tube to housing Op 510 Clamp to shifter tube Op 20 Assemble shifter lever Op 520 Wave washer to shifter lever Op 530 Shifter lever to shifter tube Op 535 Que for final assy line Op 420 Chain adj sub assy to housing Op 330 Mandrel to main shaft bore I.D. OP 340 Operate press Op 350 Re-load fixture #2 and mandrel Op 400 Housing to table Op 410 Reserved Op 320 Retaining ring to top groove Op 230 Reload fixture #1 Op 300 Housing to fixture #2 Op 310 Operate press Op 220 Retaining ring to top groove Op 200 Housing to fixture #1 Op 210 Operate press Op 120 Pre-load main shaft oil seal to mandrel Op 110 Pre-load bearing to fixture #2 Op 100 Step 1 PRE-LOAD DOWEL PINS TO FIXTURE Op 100 Step 2 PRE-LOAD JACK SHAFT SEAL TO FIXTURE Op 100 Step 3 PRE-LOAD PRIMARY HOUSING BUSHING TO FIXTURE Vehicle Assembly Component Manufacture Characteristics Ranked in order of Importance 0 H 0 H 0 G 0 F 3 Y H 81 3 54 H 0 H 261 G 3 H 54 G 27 F 0 H 0 1.090 TO 1.110 " FACE OF PRIMARY HOUSING BUSHING TO FACE OF JACK SHAFT 5 SEAL DOWEL PINS 0.260 TO 0.270 " TO 3 FACE JACK SHAFT SEAL AGAINST 9 SHOULDER 41 F Shipping Damage Material handling Receive Material Potential Significant and Critical Characteristics from DFMEA & Other Sources 9 9 0 SERATION DAMAGE 9 72 PRIMARY GASKET SEAL SURFACE FINISH 81 SEAL COMPRESSION HEIGHT 81 BEARING FLUSH TO SNAP RING FACE Severity Special Characteristics Matrix 0 Potential Critical and Significant Characteristics Matrix Process Operation from Process Flow Process Steps Customer Assessment Direction of Improvement F F F G F G G Relative Importance High/Medium Interactions are causes/failure modes in PFMEA 8
FMEA Deployment A layered approach is highly recommended as FMEAs can get complex. FMEAs are like ONIONS/LAYERS. Each layer is closer to the root cause Each layer is more detailed The closer to core the more detail Core gets to the root cause Do too many and you will cry. 9
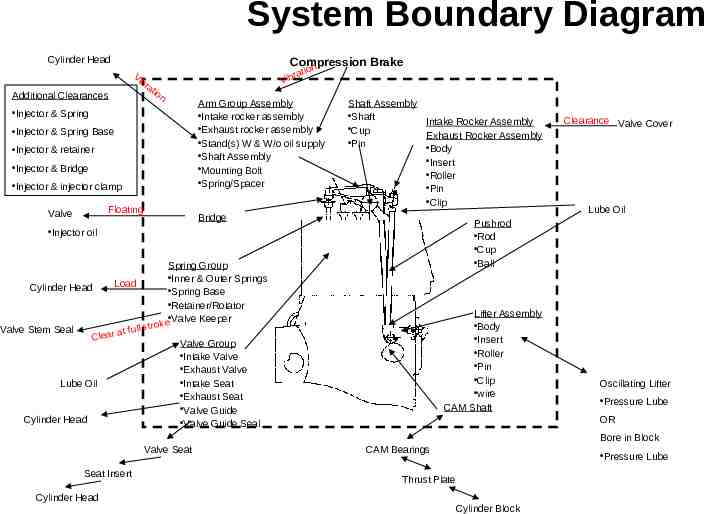
System Boundary Diagram Cylinder Head Compression Brake Vi br Additional Clearances at ion Injector & Spring Injector & Spring Base Injector & retainer Injector & Bridge Injector & injector clamp Floating Valve on rati Vib Arm Group Assembly Intake rocker assembly Exhaust rocker assembly Stand(s) W & W/o oil supply Shaft Assembly Mounting Bolt Spring/Spacer Shaft Assembly Shaft Intake Rocker Assembly Cup Exhaust Rocker Assembly Pin Body Insert Roller Pin Clip Bridge Clearance Valve Cover Lube Oil Pushrod Rod Cup Ball Injector oil Spring Group Inner & Outer Springs Load Cylinder Head Spring Base Retainer/Rotator e Valve Keeper ll strok Valve Stem Seal fu t a r Clea Valve Group Intake Valve Exhaust Valve Intake Seat Lube Oil Exhaust Seat Valve Guide Cylinder Head Valve Guide Seal Lifter Assembly Body Insert Roller Pin Clip wire CAM Shaft Oscillating Lifter Pressure Lube OR Bore in Block Valve Seat Seat Insert Cylinder Head CAM Bearings Pressure Lube Thrust Plate Cylinder Block
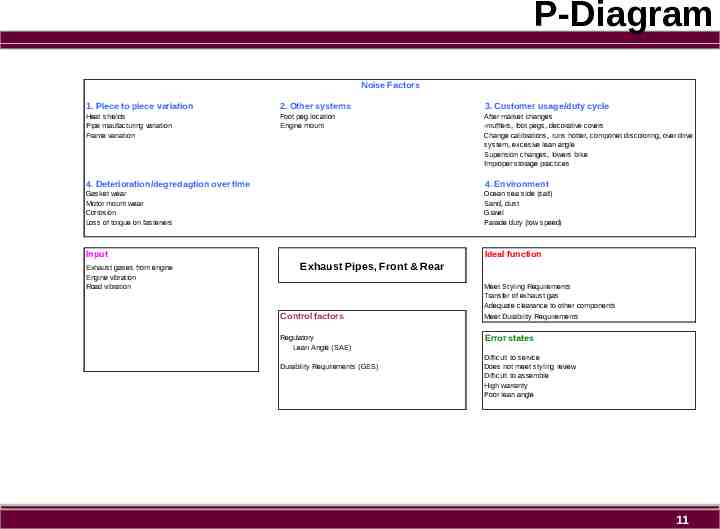
P-Diagram Noise Factors 1. Piece to piece variation 2. Other systems 3. Customer usage/duty cycle Heat shields Pipe maufacturing variation Frame variation Foot peg location Engine mount After market changes -mufflers, foot pegs, decorative covers Change calibrations, runs hotter, componet discoloring, over drive system, excesive lean angle Supension changes, lowers bike Improper storage practices 4. Deterioration/degredagtion over time 4. Environment Gasket wear Motor mount wear Corrosion Loss of torque on fasteners Ocean sea side (salt) Sand, dust Gravel Parade duty (low speed) Input Ideal function Exhaust gases from engine Engine vibration Road vibration Exhaust Pipes, Front & Rear Meet Styling Requirements Transfer of exhaust gas Adequate clearance to other components Control factors Meet Durability Requirements Regulatory Lean Angle (SAE) Error states Durability Requirements (GES) Difficult to service Does not meet styling review Difficult to assemble High warranty Poor lean angle 11
FMEA Preparation Vertical Approach Key Elements of Efficient Development Identify all functions/process steps Boundary Diagram P Diagram Identify all failure modes via brainstorming/data/warranty/COQ Identify all effects via brainstorming/data Customer focus Develop data pools for Failure Modes, Effects and Causes for future/ faster FMEA development 12
System/Subsystem/ Design FMEA Failure Mode: Pure anti-function FUNCTION (ANTI) 13
System/Subsystem/ Design FMEA Effect Customer view/customers words Regulation violation Level of dissatisfaction Consider All Customers End User Engineering Community Manufacturing Community (Operators/Employees) Regulatory Body 14
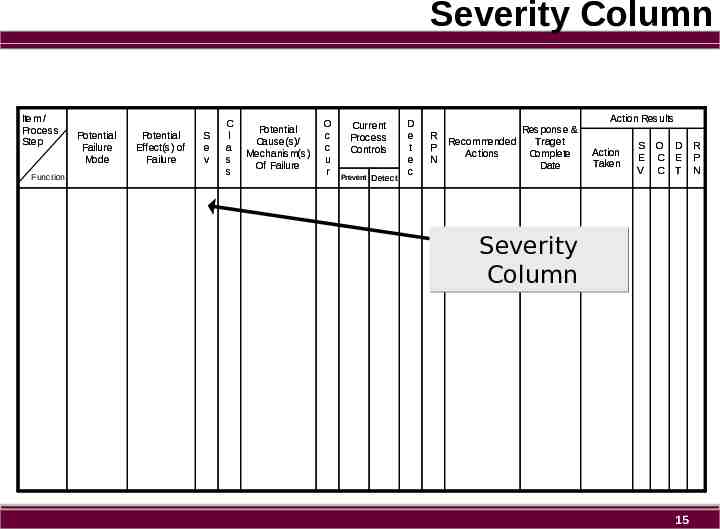
Severity Column Item / Process Step Function Potential Failure Mode Potential Effect(s) of Failure S e v C l a s s Potential Cause(s)/ Mechanism(s) Of Failure O c c u r Current Process Controls Prevent Detect D e t e c R P N Response & Recommended Traget Actions Complete Date Action Results Action Taken S E V O C C D E T Severity Column 15 R P N
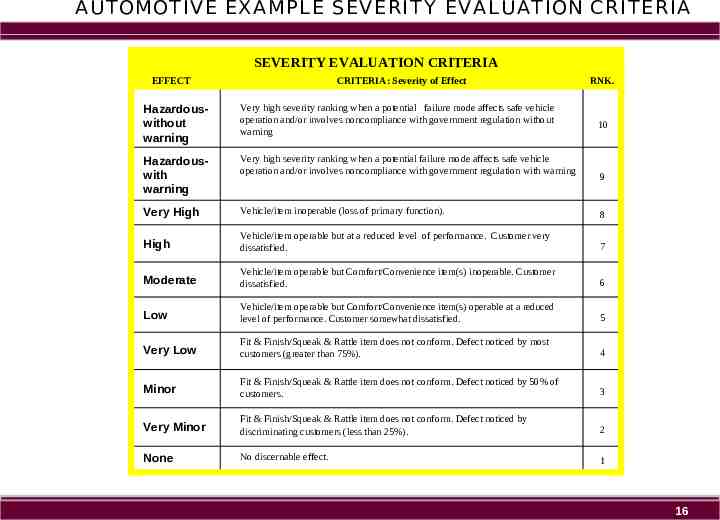
AU T OMOT IVE EXAMP L E SEVERI T Y EVAL U AT ION CRI T ERIA SEVERITY EVALUATION CRITERIA EFFECT CRITERIA: Severity of Effect RNK. Hazardouswithout warning Very high severity ranking when a potential failure mode affects safe vehicle operation and/or involves noncompliance with government regulation without warning Hazardouswith warning Very high severity ranking when a potential failure mode affects safe vehicle operation and/or involves noncompliance with government regulation with warning Very High Vehicle/item inoperable (loss of primary function). 8 High Vehicle/item operable but at a reduced level of performance. Customer very dissatisfied. 7 Moderate Vehicle/item operable but Comfort/Convenience item(s) inoperable. Customer dissatisfied. 6 Low Vehicle/item operable but Comfort/Convenience item(s) operable at a reduced level of performance. Customer somewhat dissatisfied. 5 Very Low Fit & Finish/Squeak & Rattle item does not conform. Defect noticed by most customers (greater than 75%). 4 Minor Fit & Finish/Squeak & Rattle item does not conform. Defect noticed by 50% of customers. 3 Very Minor Fit & Finish/Squeak & Rattle item does not conform. Defect noticed by discriminating customers (less than 25%). 2 None No discernable effect. 1 10 9 16
FMEA General For High Severity 9/10 17
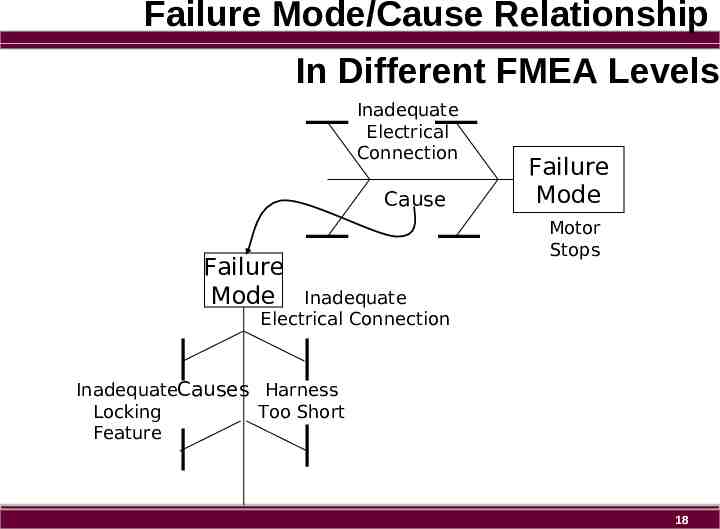
Failure Mode/Cause Relationship In Different FMEA Levels Inadequate Electrical Connection Cause Failure Mode Failure Mode Motor Stops Inadequate Electrical Connection InadequateCauses Harness Locking Too Short Feature 18
Causes Causes from P-Diagram Noise factors Continue through all failure modes. Note that many causes are recurring. 19
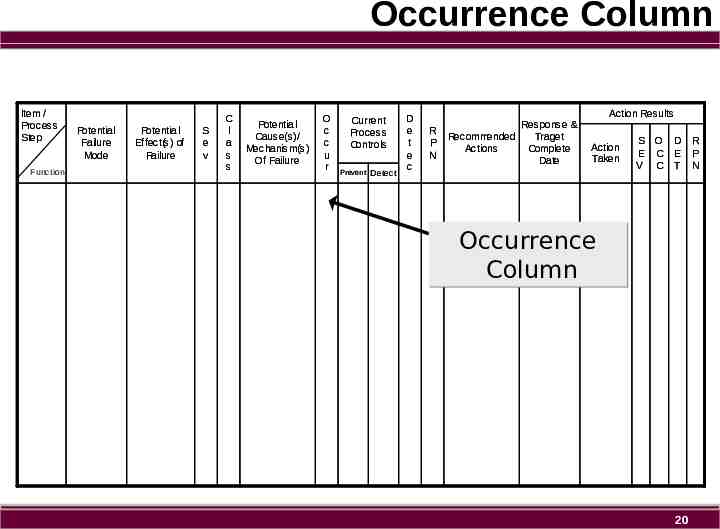
Occurrence Column Item / Process Step Function Potential Failure Mode Potential Effect(s) of Failure S e v C l a s s Potential Cause(s)/ Mechanism(s) Of Failure O c c u r Current Process Controls Prevent Detect D e t e c R P N Response & Recommended Traget Actions Complete Date Action Results Action Taken S E V O C C D R E P T N Occurrence Column 20
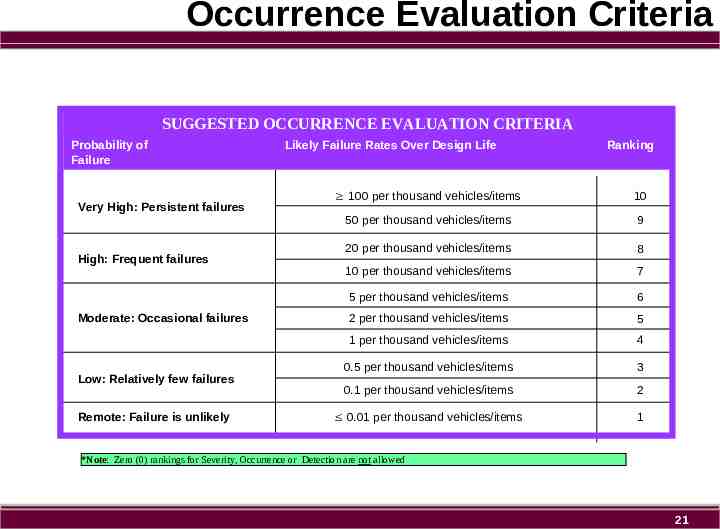
Occurrence Evaluation Criteria SUGGESTED OCCURRENCE EVALUATION CRITERIA Probability of Failure Very High: Persistent failures High: Frequent failures Moderate: Occasional failures Low: Relatively few failures Remote: Failure is unlikely Likely Failure Rates Over Design Life Ranking 100 per thousand vehicles/items 10 50 per thousand vehicles/items 9 20 per thousand vehicles/items 8 10 per thousand vehicles/items 7 5 per thousand vehicles/items 6 2 per thousand vehicles/items 5 1 per thousand vehicles/items 4 0.5 per thousand vehicles/items 3 0.1 per thousand vehicles/items 2 0.01 per thousand vehicles/items 1 *Note: Zero (0) rankings for Severity, Occurrence or Detection are not allowed 21
Occurrence Rating If an action would effectively eliminate the possibility of the cause occurring, the action is listed as described earlier. Occurrence of 1 or 2 require proof using a surrogate product or mistake proofing. DATA HARD FACTS 22
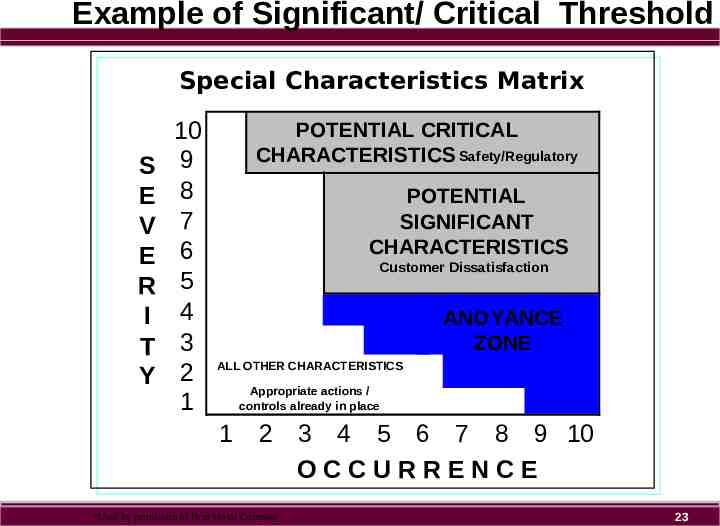
Example of Significant/ Critical Threshold Special Characteristics Matrix S E V E R I T Y 10 9 8 7 6 5 4 3 2 1 POTENTIAL CRITICAL CHARACTERISTICS Safety/Regulatory POTENTIAL SIGNIFICANT CHARACTERISTICS Customer Dissatisfaction ANOYANCE ZONE ALL OTHER CHARACTERISTICS Appropriate actions / controls already in place 1 2 *Used by permission of Ford Motor Company 3 4 5 6 7 8 9 10 OCCURRENCE 23
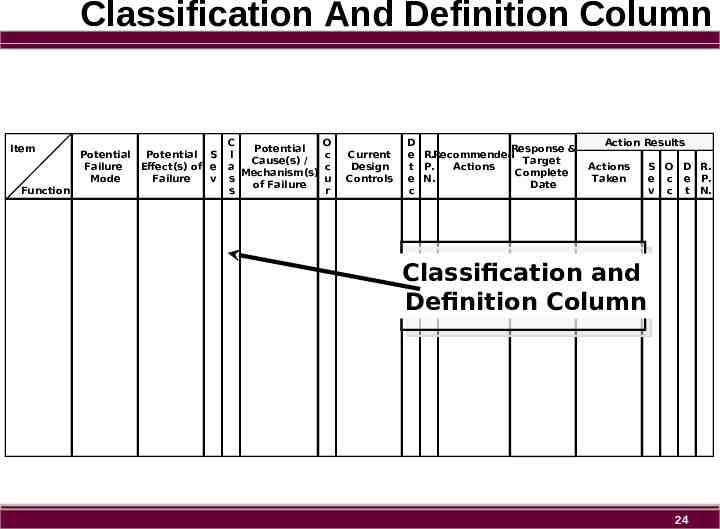
Classification And Definition Column Item Function Potential Potential S Failure Effect(s) of e Mode Failure v C O Potential l c Cause(s) / a c Mechanism(s) s u of Failure s r Current Design Controls D Response & e R.Recommended Target t P. Actions Complete e N. Date c Action Results Actions Taken S O D R. e c e P. v c t N. Classification and Definition Column 24
Design Verification (Current Design Controls) Think of Design Control in two ways; Prevention and Detection. List them separately. To save time, add any new (untried) prevention/detection ideas to the document under Recommended Actions column. Prevention is specifically related to reduction or elimination of a cause. Detection is how well the test or series of tests may find the design flaw Causes Failure Mode 25
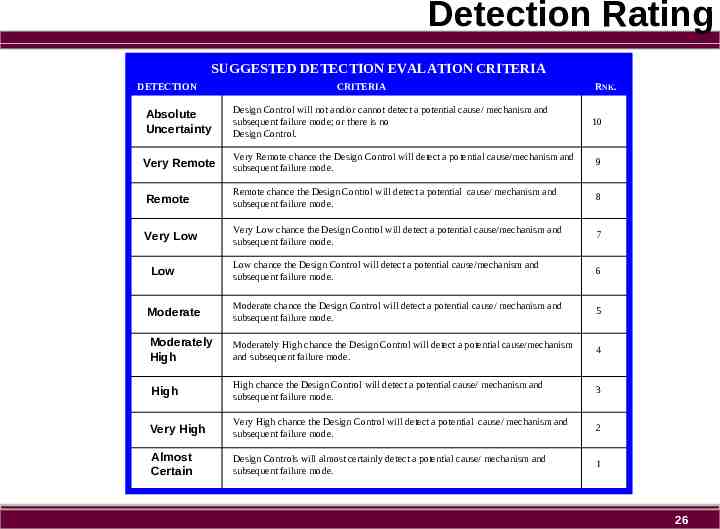
Detection Rating SUGGESTED DETECTION EVALATION CRITERIA DETECTION CRITERIA RNK. Absolute Uncertainty Design Control will not and/or cannot detect a potential cause/ mechanism and subsequent failure mode; or there is no Design Control. Very Remote Very Remote chance the Design Control will detect a potential cause/mechanism and subsequent failure mode. 9 Remote Remote chance the Design Control will detect a potential cause/ mechanism and subsequent failure mode. 8 Very Low Very Low chance the Design Control will detect a potential cause/mechanism and subsequent failure mode. 7 Low chance the Design Control will detect a potential cause/mechanism and subsequent failure mode. 6 Moderate Moderate chance the Design Control will detect a potential cause/ mechanism and subsequent failure mode. 5 Moderately High Moderately High chance the Design Control will detect a potential cause/mechanism and subsequent failure mode. 4 High High chance the Design Control will detect a potential cause/ mechanism and subsequent failure mode. 3 Very High Very High chance the Design Control will detect a potential cause/ mechanism and subsequent failure mode. 2 Almost Certain Design Controls will almost certainly detect a potential cause/ mechanism and subsequent failure mode. 1 Low 10 26
Analysis Of Risk RPN / RISK PRIORITY NUMBER What Is Risk? Probability of danger Severity/Occurrence/Cause 27
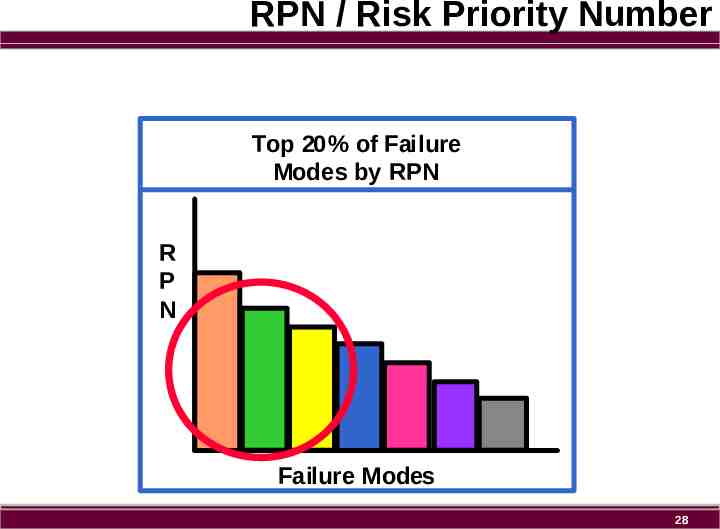
RPN / Risk Priority Number Top 20% of Failure Modes by RPN R P N Failure Modes 28
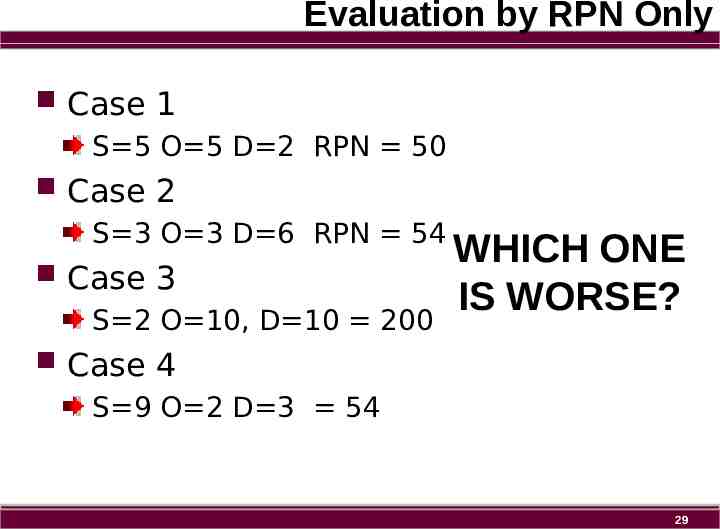
Evaluation by RPN Only Case 1 S 5 O 5 D 2 RPN 50 Case 2 S 3 O 3 D 6 RPN 54 Case 3 S 2 O 10, D 10 200 Case 4 WHICH ONE IS WORSE? S 9 O 2 D 3 54 29
Example Extreme Safety/Regulatory Risk 9 & 10 Severity High Risk to Customer Satisfaction Sev. or to 5 and Occ or 4 Consider Detection only as a measure of Test Capability. 30
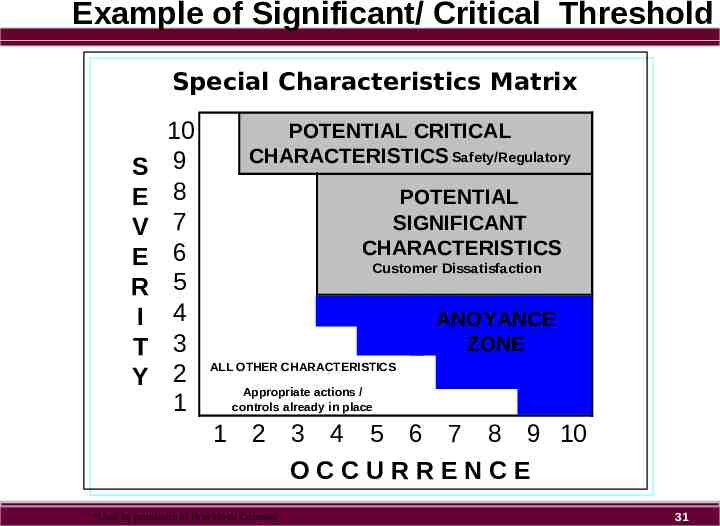
Example of Significant/ Critical Threshold Special Characteristics Matrix S E V E R I T Y 10 9 8 7 6 5 4 3 2 1 POTENTIAL CRITICAL CHARACTERISTICS Safety/Regulatory POTENTIAL SIGNIFICANT CHARACTERISTICS Customer Dissatisfaction ANOYANCE ZONE ALL OTHER CHARACTERISTICS Appropriate actions / controls already in place 1 2 *Used by permission of Ford Motor Company 3 4 5 6 7 8 9 10 OCCURRENCE 31
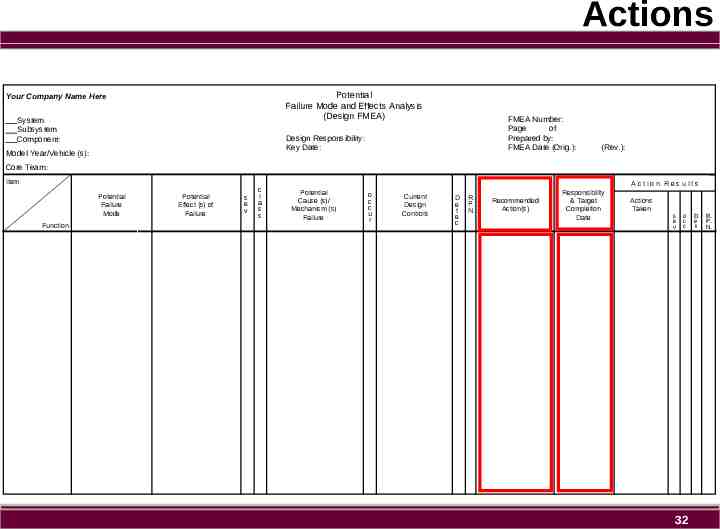
Actions Potential Failure Mode and Effects Analysis (Design FMEA) Your Company Name Here System Subsystem Component: FMEA Number: Page of Prepared by: FMEA Date (Orig.): Design Responsibility: Key Date: Model Year/Vehicle (s): (Rev.): Core Team: Item Potential Failure Mode Function Potential Effect (s) of Failure s e v c l a s s Action Results Potential Cause (s)/ Mechanism (s) Failure o c c u r Current Design Controls D e t e c R. P. N. Recommended Action(s) Responsibility & Target Completion Date Actions Taken s e v o c c 32 D e t R. P. N.
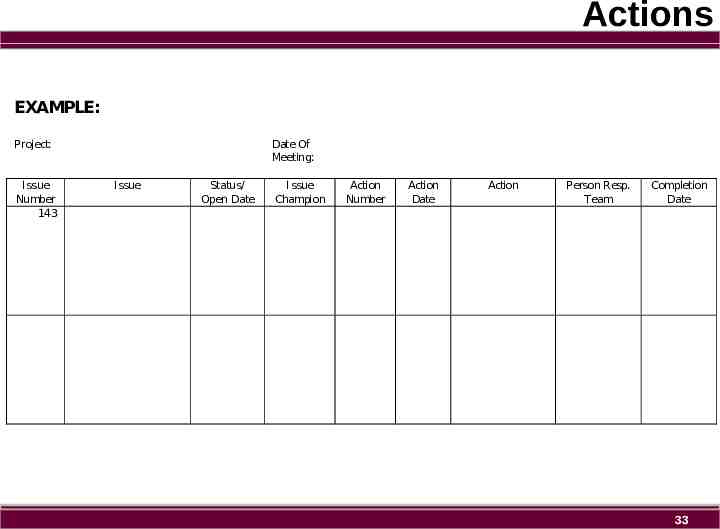
Actions EXAMPLE: Project: Issue Number 143 Date Of Meeting: Issue Status/ Open Date Issue Champion Action Number Action Date Action Person Resp. Team Completion Date 33
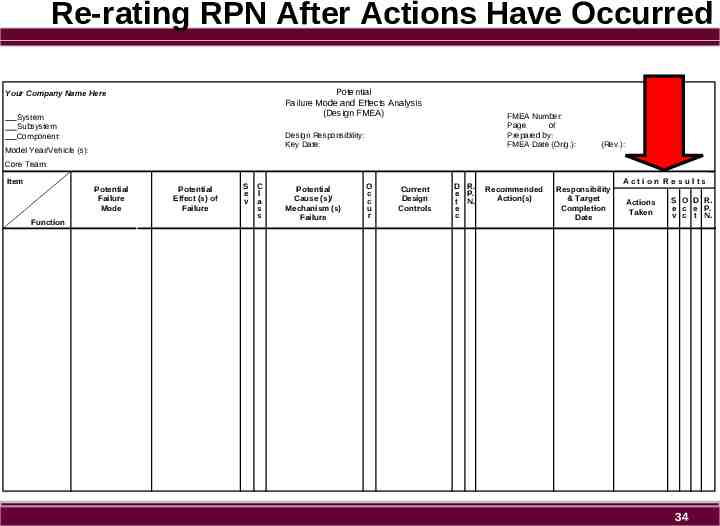
Re-rating RPN After Actions Have Occurred Potential Failure Mode and Effects Analysis (Design FMEA) Your Company Name Here System Subsystem Component: FMEA Number: Page of Prepared by: FMEA Date (Orig.): Design Responsibility: Key Date: Model Year/Vehicle (s): (Rev.): Core Team: Item Potential Failure Mode Function Potential Effect (s) of Failure S C e l v a s s Potential Cause (s)/ Mechanism (s) Failure O c c u r Current Design Controls D R. e P. t N. e c Recommended Action(s) Responsibility & Target Completion Date Action Results Actions Taken S O D R. e c e P. v c t N. 34
Re-rating RPN After Actions Have Occurred Severity typically stays the same. Occurrence is the primary item to reduce / focus on. Detection is reduced only as a last resort. Do not plan to REDUCE RPN with detection actions!!! 100% inspection is only 80% effective! Reducing RPN with detection does not eliminate failure mode, or reduce probability of causes Detection of 10 is not bad if occurrence is 1 35
FMEA in a continuous flow process Steel Making example: Design FMEA was performed on a Crankshaft to determine the best material for the product being considered. This was a critical application. Key features such as Geometry, Strength, Duty Cycle, were described to the Steel producer. 36
The key product requirements were mapped against the required customer features. E.g. chemistry and microstructure, Internal stress at ingot level, Product Grade and requirements documents created. Key characteristics mapped against processes Process FMEA was performed on processes that affected customer wants based on priority. 37
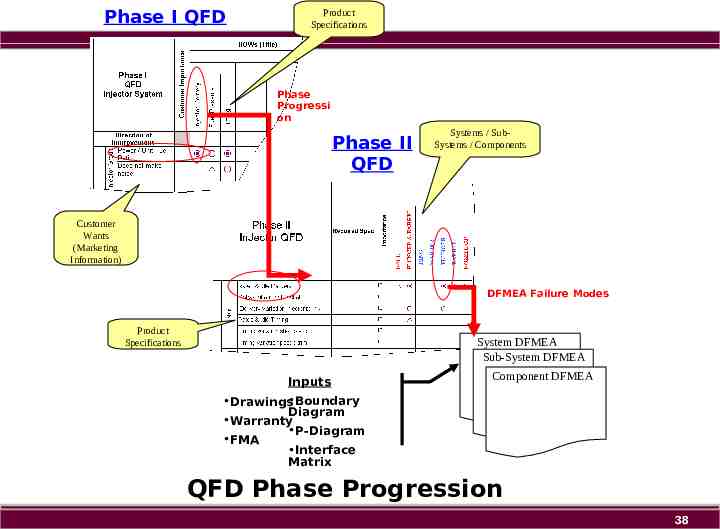
Phase I QFD Product Specifications Phase Progressi on Phase II QFD Systems / SubSystems / Components Customer Wants (Marketing Information) DFMEA Failure Modes Product Specifications System DFMEA Sub-System DFMEA Inputs Component DFMEA Drawings Boundary Diagram Warranty P-Diagram FMA Interface Matrix QFD Phase Progression 38
Weighted Importance Prioritized ranking of process steps relative to risk 5 H H H F G 0 0 0 0 0 0 0 G 9 H 9 45 H 27 F Primary Drive Manufacturing Process Steps Op 430 Lubricate bushing & seal Op 445 Move or stage for final assy Op 10 O-ring to shifter tube Op 500 Shifter tube to housing Op 510 Clamp to shifter tube Op 20 Assemble shifter lever Op 520 Wave washer to shifter lever Op 530 Shifter lever to shifter tube Op 535 Que for final assy line Op 420 Chain adj sub assy to housing Op 330 Mandrel to main shaft bore I.D. OP 340 Operate press Op 350 Re-load fixture #2 and mandrel Op 400 Housing to table Op 410 Reserved Op 320 Retaining ring to top groove Op 230 Reload fixture #1 Op 300 Housing to fixture #2 Op 310 Operate press Op 220 Retaining ring to top groove Op 200 Housing to fixture #1 Op 210 Operate press Op 120 Pre-load main shaft oil seal to mandrel Op 110 Pre-load bearing to fixture #2 Op 100 Step 1 PRE-LOAD DOWEL PINS TO FIXTURE Op 100 Step 2 PRE-LOAD JACK SHAFT SEAL TO FIXTURE Op 100 Step 3 PRE-LOAD PRIMARY HOUSING BUSHING TO FIXTURE Vehicle Assembly Component Manufacture Characteristics Ranked in order of Importance 0 H 0 H 0 F 0 Y H 3 G 81 3 54 H 0 H 261 G 3 H 54 G 27 F 0 H 0 1.090 TO 1.110 " FACE OF PRIMARY HOUSING BUSHING TO FACE OF JACK SHAFT 5 SEAL DOWEL PINS 0.260 TO 0.270 " TO 3 FACE JACK SHAFT SEAL AGAINST 9 SHOULDER 41 F Shipping Damage Material handling Receive Material Potential Significant and Critical Characteristics from DFMEA 9 9 0 SERATION DAMAGE 9 72 PRIMARY GASKET SEAL SURFACE FINISH 81 SEAL COMPRESSION HEIGHT 81 BEARING FLUSH TO SNAP RING FACE Severity Special Characteristics Matrix 0 Potential Critical and Significant The Completed Characteristics Matrix Process Operation from Process Flow Process Steps Customer Assessment Direction of Improvement F F F G Relative Importance High/Medium Interactions are causes/failure modes in PFMEA 39
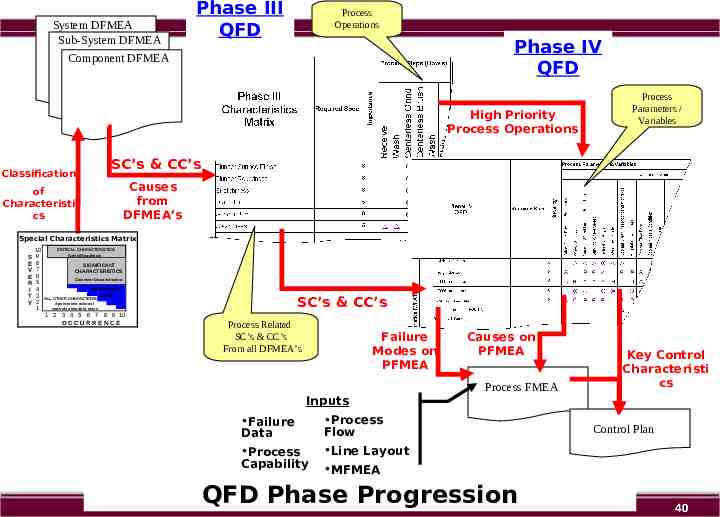
System DFMEA Sub-System DFMEA Phase III QFD Process Operations Phase IV QFD Component DFMEA High Priority Process Operations Process Parameters / Variables SC’s & CC’s Classification Causes from DFMEA’s of Characteristi cs Special Characteristics Matrix S E V E R I T Y 10 9 8 7 6 5 4 3 2 1 CRITICAL CHARACTERISTICS Safety/Regulatory SIGNIFICANT CHARACTERISTICS Customer Dissatisfaction ANNOYANCE ZONE SC’s & CC’s ALL OTHER CHARACTERISTICS Appropriate actions / controls already in place 1 2 3 4 5 6 7 8 9 10 OCCURRENCE Process Related SC’s & CC’s From all DFMEA’s Failure Modes on PFMEA Causes on PFMEA Process FMEA Key Control Characteristi cs Inputs Failure Data Process Flow Process Capability Line Layout Control Plan MFMEA QFD Phase Progression 40
Summary FMEA can be used creatively in continuous processing. Linking key customer requirements to process outputs instead of standard product grade is valuable. Future customer requirements will drive new and modified processes to achieve specialty results as a normal practice 41
Q&A This guideline is for training purposes only; Not ISO controlled