Bioprocess Technology Upgrading the Value of Shale Gas on-site with






11 Slides2.31 MB
Bioprocess Technology Upgrading the Value of Shale Gas on-site with Innovative Syngas Bioreactors [email protected] (215) 272-0564
Calyx Bioprocess Technology Scalable, low-capital cost bioconversion of syngas to chemicals Utilizing patented plastic-lined bioreactor High-value products for enhanced revenue Targeting unique biochemicals High Quality Lubricants (wax-esters) Petrochemical substitutes Cosmetics Wax Esters Targeting stranded gas and remote shale wells Areas where gas infrastructure is uneconomical Profit from current gas flaring sites On-site gas liquefaction process Remotely monitored bioreactor No gas distribution infrastructure needed Curtis WR, Growing cells in a reservoir formed of a flexible sterile plastic liner, U.S. Patent #6,709,862, March 23, 2004. Potential increase in NG value per Billion cu. Ft. 3,000 (Transport Fuels: 167%) 60,000 (High Value Lubricants: 1,300%) 200,000 (Cosmetics: 4,400%)
How big is the opportunity? Market Characteristics Oil/gas Shale Boom Volatile market and record-low natural gas prices Expansive shale reserves 100-200 Tcf recoverable Estimated 7 billion cubic feet of natural gas flared in US (2011) Current wells out of production Many wells are not bringing gas to market due to economics Decentralized and Remote well sites Topography and vast area of PA prevents new gas distribution infrastructure Remote gas reserves lacking infrastructure eia.gov
Experienced Team Management Team (Chemical, Industrial, Biotech, Energy Engineers) – Dr. Wayne R. Curtis– President and CEO 25 years algae and plant biotechnology experience PI on ARPA-E funded “Electrofuels” Project – Ryan Johnson– Engineering Manager, Biz Development Bioreactor Scale-up, Process Control Involved in CALYX entrepreneurial activities since 2011. Product Quality Characterization – Dr. Alex Rajangam– Molecular Biotechnologist 12 Years experience in biomass energy, metabolic engineering of wax-ester biosynthetic pathways – Nymul Khan– Intern Bioreactor Design Challenges Genetic Screening Technical Advisors – Dr. Harold Schobert– Renowned expert in gasification reactors and syngas conversion
Why are we doing it? Leveraging technology developed under ARPA-E Electrofuels program fixing biofuels from H2 and CO2 High-efficiency conversion of gas phase to high quality biofuels High-throughput chemical screening of genetically tailored organisms Current syngas to liquids is based on 100 year old technology Fischer-Tropsch liquefaction requires large-scale, high cost equipment Current syngas bioreactor systems produce alcohols Difficult product separation, lower value product line Our group has experience with fatty acid wax esters Wax esters are currently being marketed for high-value lubricants and cosmetics Rapidly developing oil-shale with un-utilized “producer gas” Flared gas in the U.S. is exponentially increasing (increased by 315 Million in potential revenue from 2010 to 2011)
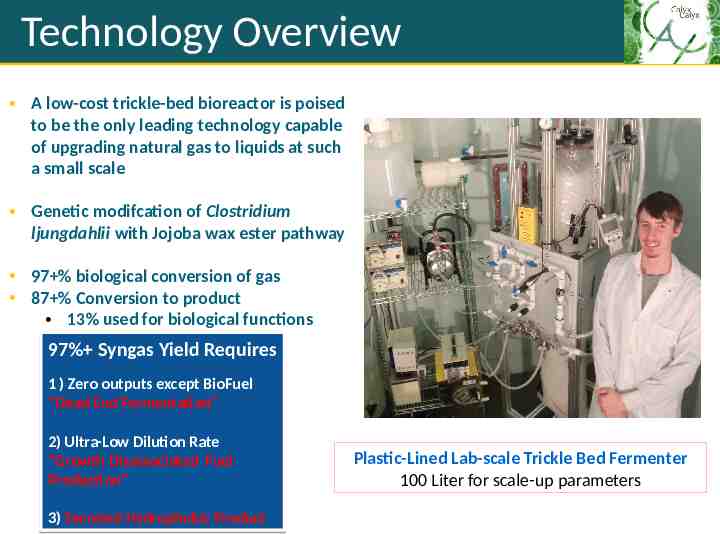
Technology Overview A low-cost trickle-bed bioreactor is poised to be the only leading technology capable of upgrading natural gas to liquids at such a small scale Genetic modifcation of Clostridium ljungdahlii with Jojoba wax ester pathway 97 % biological conversion of gas 87 % Conversion to product 13% used for biological functions 97% Syngas Yield Requires 1 ) Zero outputs except BioFuel “Dead End Fermentation” 2) Ultra-Low Dilution Rate “Growth Disassociated Fuel Production” 3) Secreted Hydrophobic Product Plastic-Lined Lab-scale Trickle Bed Fermenter 100 Liter for scale-up parameters
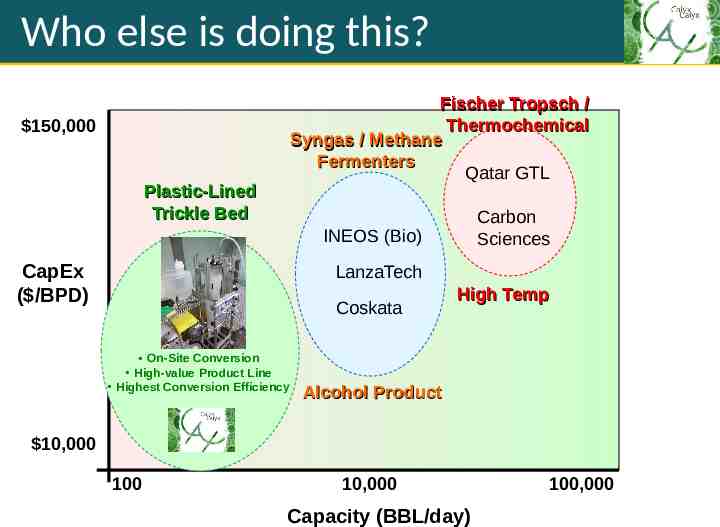
Who else is doing this? Fischer Tropsch / Thermochemical Syngas / Methane Fermenters Qatar GTL 150,000 Plastic-Lined Trickle Bed Carbon Sciences INEOS (Bio) CapEx ( /BPD) LanzaTech Coskata On-Site Conversion High-value Product Line Highest Conversion Efficiency High Temp Alcohol Product 10,000 100 10,000 Capacity (BBL/day) 100,000
Our Competitive Advantage Centralized, large-scale processing still requires natural gas distribution infrastructure On-site liquefaction requires minimal gas handling Production of alcohol requires distillation Our continuous process phase separates our product through decantation Trickle-bed fermenters have ultra efficient gas-to-liquid mass transfer with minimal operational cost Trickle-beds are much larger (90%) than conventional stirred tank fermenters Our patent allows us to have maximum efficiency with minimal capital cost Want This kLa (1/hr) 1000 100 External Loop Airlift Surface Aerator (HiFlux) Bubble Column 10 Stirred Tank Trickle bed (high power) Trickle Bed (low power) 1 0.001 0.01 OPERATIONAL COST Minimal capital cost 0.1 1 ( /hr/m3) Maximum efficiency per Energy Input
Economic Assessment Conventional Small Scale FT-GTL CapEx is uneconomical 120,000 /BPD 55% of CapEx for Syngas Production 35% of CapEx for Fischer-Tropsch 10% of CapEx for Product Upgrading 100 BBL/day commercial facility analyzed using ASPEN HYSYS 25,000 m 3 CH4 / day (@ 4.54 / 1k ft 3) 87% conversion of syngas to fuel 5.6 MM for “Conventional” Trickle Bed Reactor (370 m 3) Plastic Lined Reactor CapEx 0.75 MM High-value product line enables strong ROI Operational Fixed Capital 126/bbl High-value lubricant product lines allow for ROR of 322% Does not include operational / capital of syngas reforming.
Business Model and Strategy Stages Phase I: Demonstration Scale Operation of “Showcase” Trickle-Bed Fermenter Phase II: Pilot Scale Operation with Strategic Partners Commercialization: Turn-key on-site facilities with strategic partners. Timeframe Deliverable Summer/Fall 2013 100-1000 Liters Continuous Conversion of Syngas 2015-2016 Turn-key facility for lubricant and syngas utilization. 2016 Scalable product and expansive customer base. Funding 300,000600,000 (Grant Funding) 2.5 Million (Capital Investments) Investment cost to be determined. Depends on non-dilutive funding. Milestones 90 % Gas Utilization 0.01 /hr/m 3 Lubricant properties of product Patent applications Fully Automated 97 % Gas Utilization 0.001 /hr/m 3 Patents Granted Commercial Prototype First Revenues Marketable product. Nationally equipped.
Strategic Partner Possibilities Unique strategic partner for syngas production from methane Steam reforming of Methane to syngas has been cost prohibitive at small to medium scale Reduction is CapEx for small scale autothermal methane reforming is necessary for economics The high specificity of transgenic bacteria allow our group to tailor products to our partners and customers We have modified our current product lines (fuels) to include higher value lubricants. We will seek to partner with synthetic lubricant manufacturer (such as Mobil-1) Enable wax-ester product lines during scale-up Further test product lines for higher value applications such as cosmetics Shell GTL Facility High Value Lubricants Cosmetics Value Chain