Analysis of Standard Work and Reconfiguration in OPEN






53 Slides5.12 MB
Analysis of Standard Work and Reconfiguration in OPEN Manufacturing Area at Ethicon Independencia Site Almeraz, Carmen Holguin, Joshua Lopez-Terrazas, Rocio J IE 4466 - Senior Design May 5th, 2020 1
Project Objectives Create a standard work for the current OPEN Area at the Ethicon Independencia Site. Find and define the current state of the capacity in the area Cycle times and production capacity. Update actual layout of the OPEN area using AutoCAD Propose a reconfiguration of the layout and standard work for improvements. Improve product flow, increase capacity and/or optimize space. Line balance according to takt time and capacity to increase productivity. Identify resources (headcount and machines) needed to meet demand. 2
Open Manufacturing Area 5 main processes: Printing Decoration 11 areas Laser Decoration Low runners: Paralyne New processes implementation time : TBA 4 areas Sandblasting 1 area Krytox Lubrication 6 sub-processes Sodium Lubrication 4 types of process of sodium lubrication 3
Reconfigur ation of Layout 4
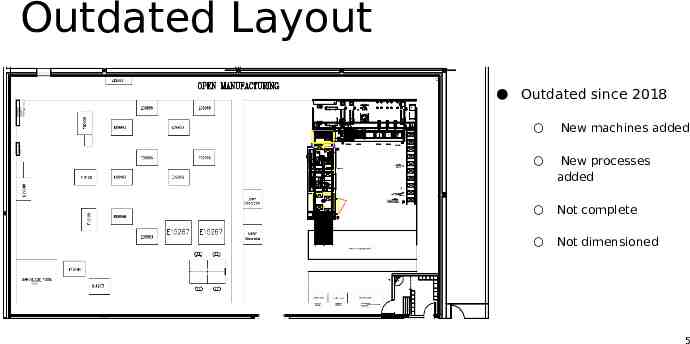
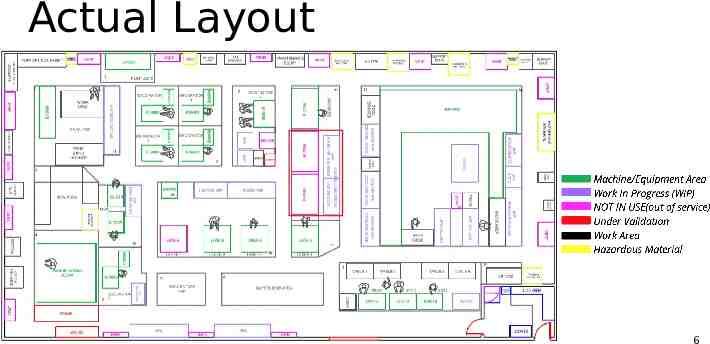
Outdated Layout Outdated since 2018 New machines added New processes added Not complete Not dimensioned 5
Actual Layout 6
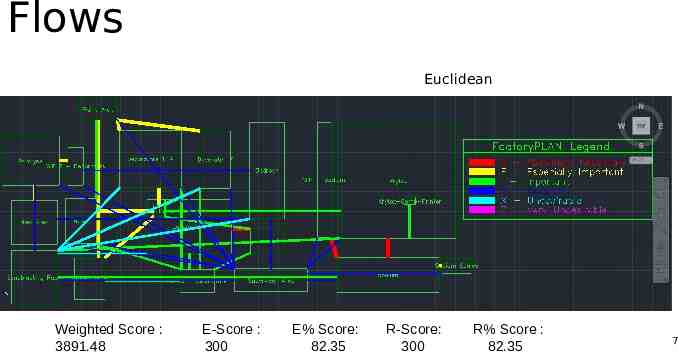
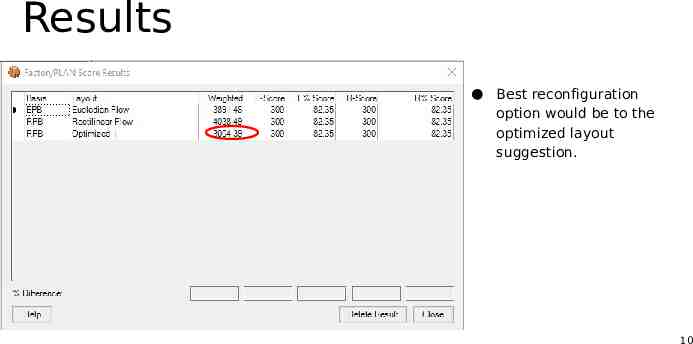
Flows Euclidean Weighted Score : 3891.48 E-Score : 300 E% Score: 82.35 R-Score: 300 R% Score : 82.35 7
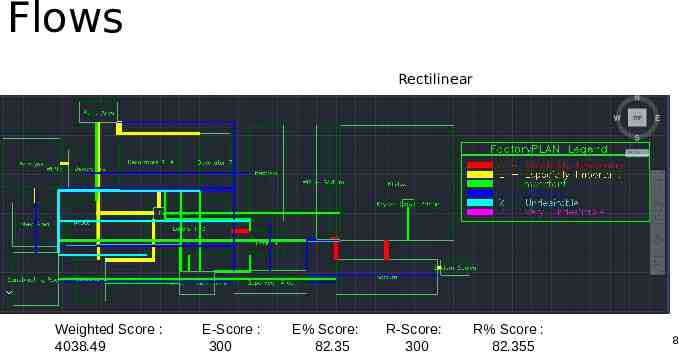
Flows Rectilinear Weighted Score : 4038.49 E-Score : 300 E% Score: 82.35 R-Score: 300 R% Score : 82.355 8
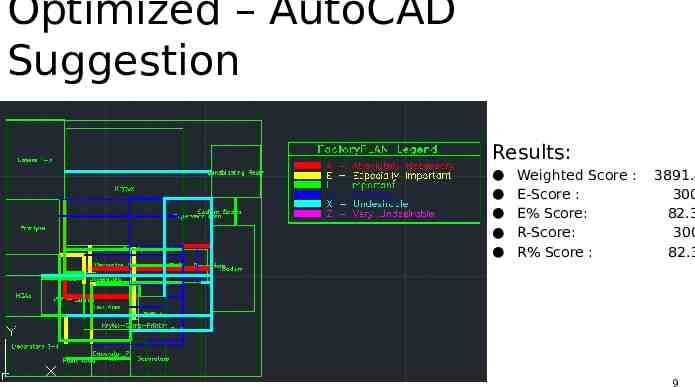
Optimized – AutoCAD Suggestion Results: Weighted Score : E-Score : E% Score: R-Score: R% Score : 3891.4 300 82.3 300 82.3 9
Results Best reconfiguration option would be to the optimized layout suggestion. 10
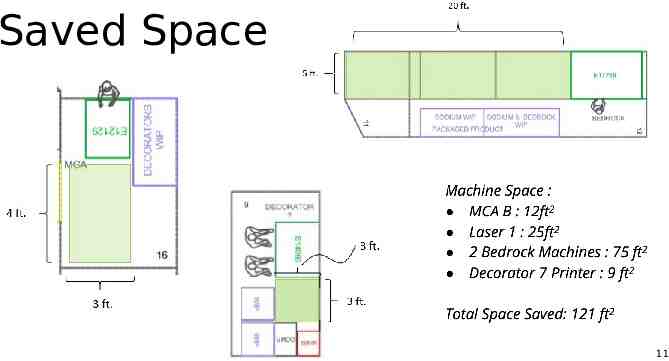
Saved Space 11
Reconfiguration 1 12
Reconfiguration 2 13
Reconfiguration 3 14
Overall Results 15
Decoratio n Process 16
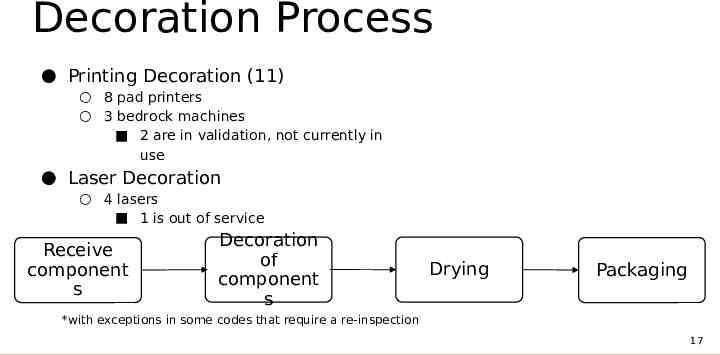
Decoration Process Printing Decoration (11) 8 pad printers 3 bedrock machines 2 are in validation, not currently in use Laser Decoration 4 lasers 1 is out of service Receive component s Decoration of component s Drying Packaging *with exceptions in some codes that require a re-inspection 17
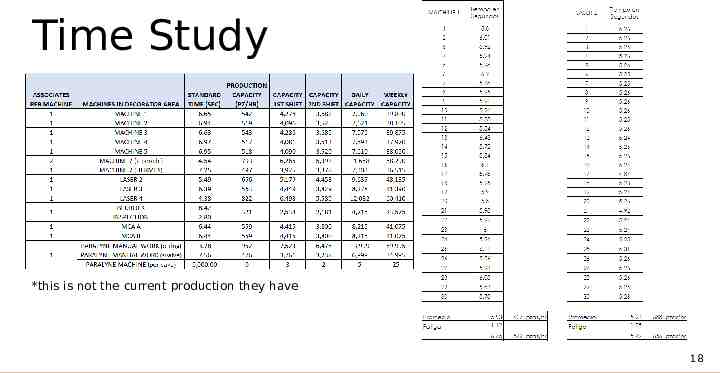
Time Study *this is not the current production they have 18
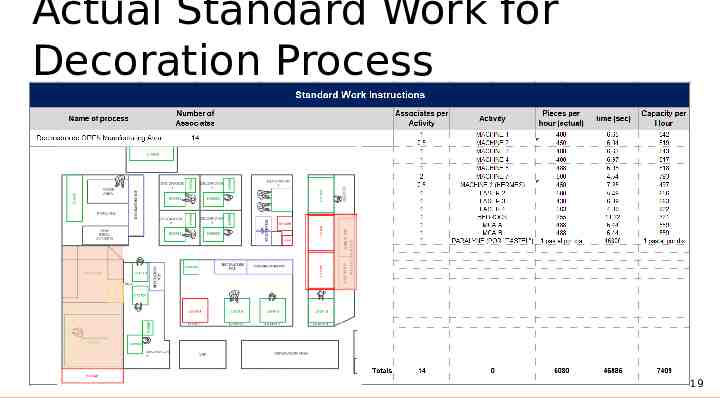
Actual Standard Work for Decoration Process 19
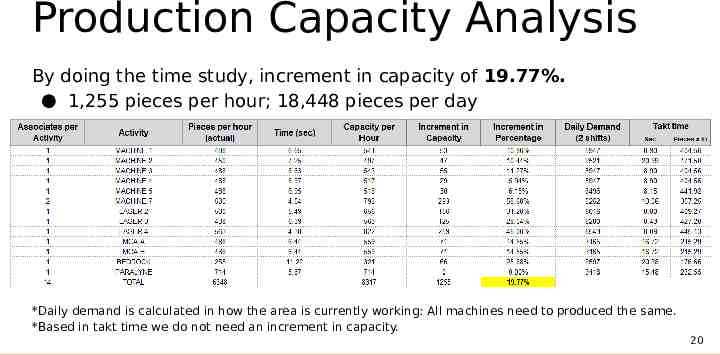
Production Capacity Analysis By doing the time study, increment in capacity of 19.77%. 1,255 pieces per hour; 18,448 pieces per day *Daily demand is calculated in how the area is currently working: All machines need to produced the same. *Based in takt time we do not need an increment in capacity. 20
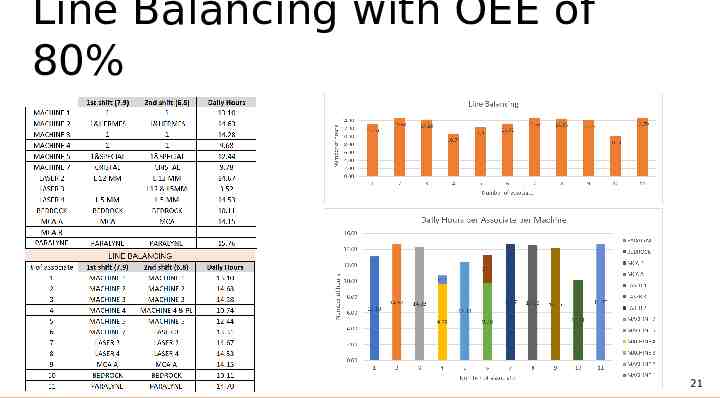
Line Balancing with OEE of 80% 21
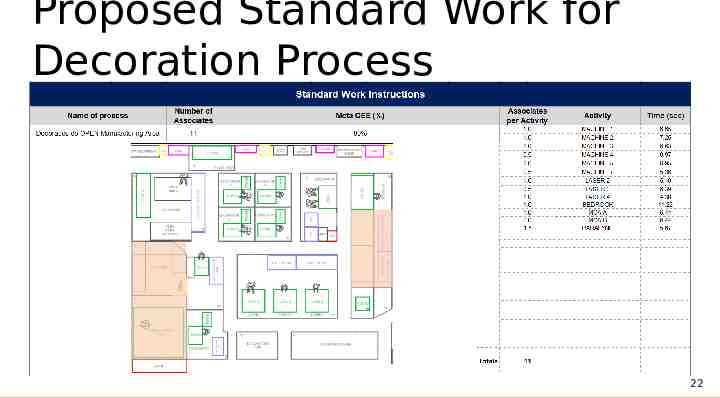
Proposed Standard Work for Decoration Process 22
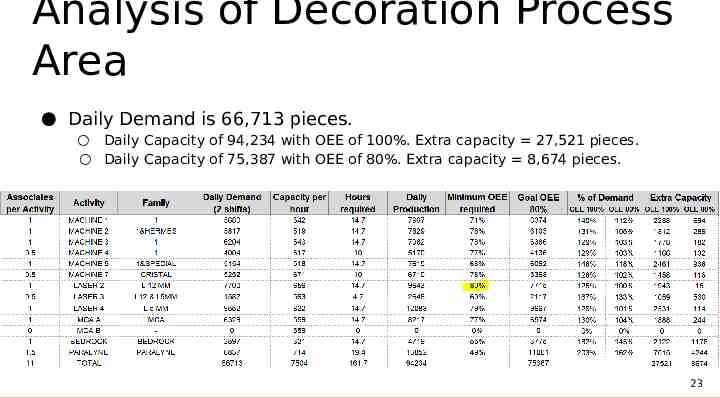
Analysis of Decoration Process Area Daily Demand is 66,713 pieces. Daily Capacity of 94,234 with OEE of 100%. Extra capacity 27,521 pieces. Daily Capacity of 75,387 with OEE of 80%. Extra capacity 8,674 pieces. 23
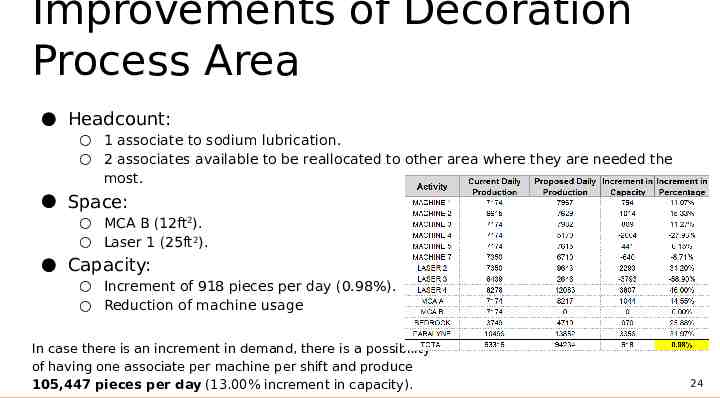
Improvements of Decoration Process Area Headcount: 1 associate to sodium lubrication. 2 associates available to be reallocated to other area where they are needed the most. Space: MCA B (12ft2). Laser 1 (25ft2). Capacity: Increment of 918 pieces per day (0.98%). Reduction of machine usage In case there is an increment in demand, there is a possibility of having one associate per machine per shift and produce 105,447 pieces per day (13.00% increment in capacity). 24
Sodium Lubricatio n 25
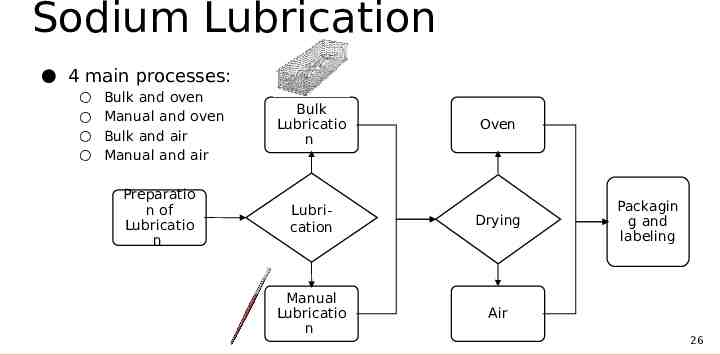
Sodium Lubrication 4 main processes: Bulk and oven Manual and oven Bulk and air Manual and air Preparatio n of Lubricatio n Bulk Lubricatio n Oven Lubrication Drying Manual Lubricatio n Air Packagin g and labeling 26
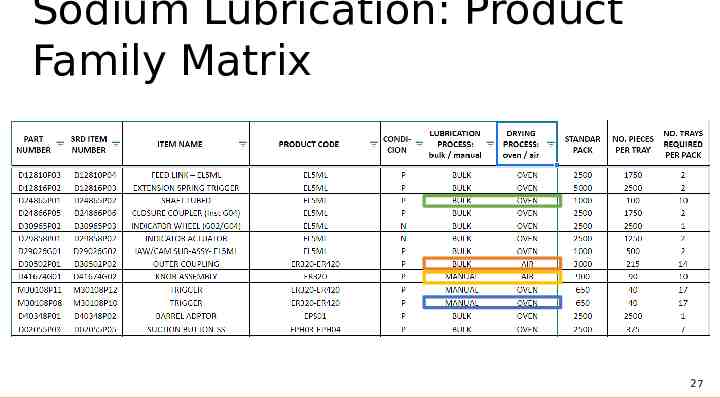
Sodium Lubrication: Product Family Matrix 27
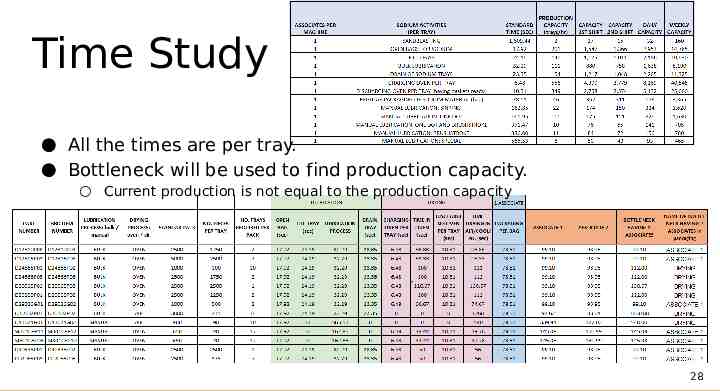
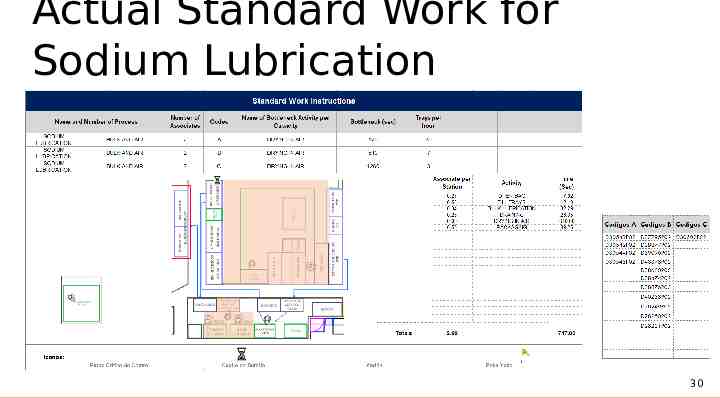
Time Study All the times are per tray. Bottleneck will be used to find production capacity. Current production is not equal to the production capacity 28
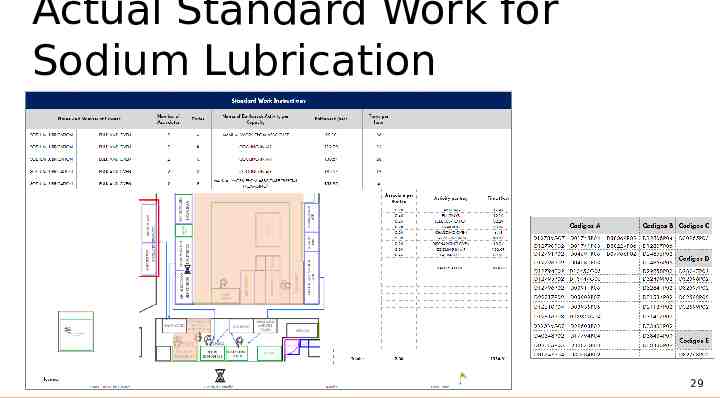
Actual Standard Work for Sodium Lubrication 29
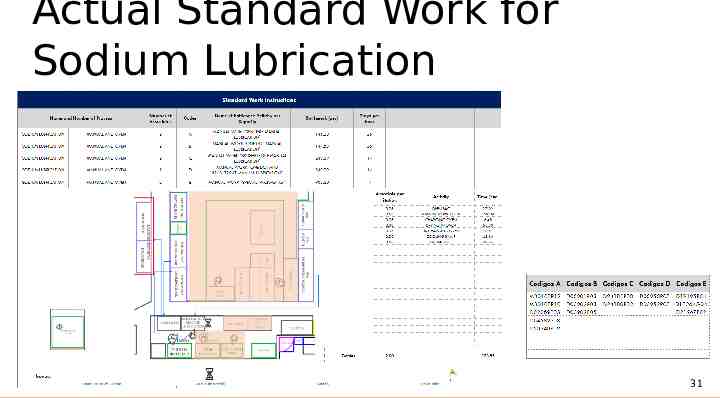
Actual Standard Work for Sodium Lubrication 30
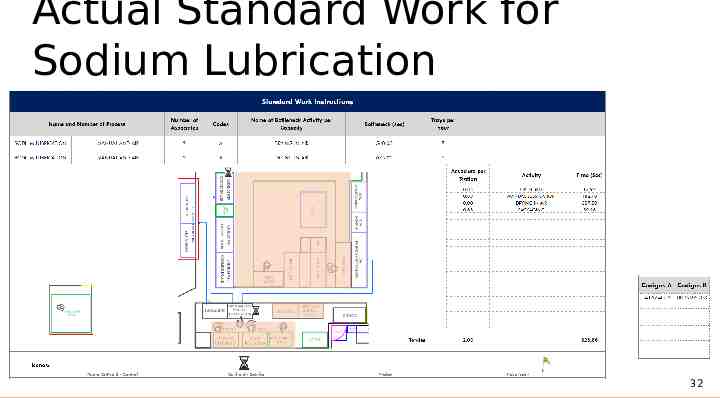
Actual Standard Work for Sodium Lubrication 31
Actual Standard Work for Sodium Lubrication 32
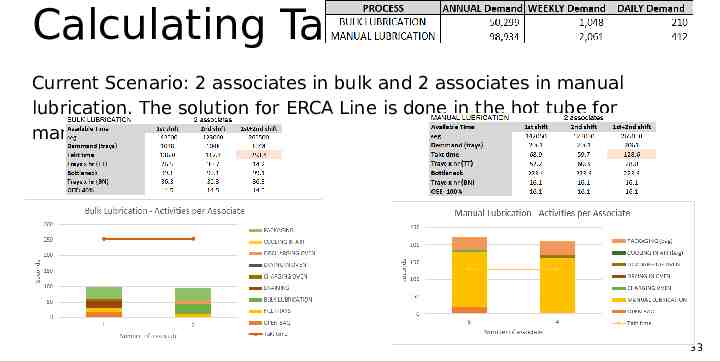
Calculating Takt Time Current Scenario: 2 associates in bulk and 2 associates in manual lubrication. The solution for ERCA Line is done in the hot tube for manual. 33
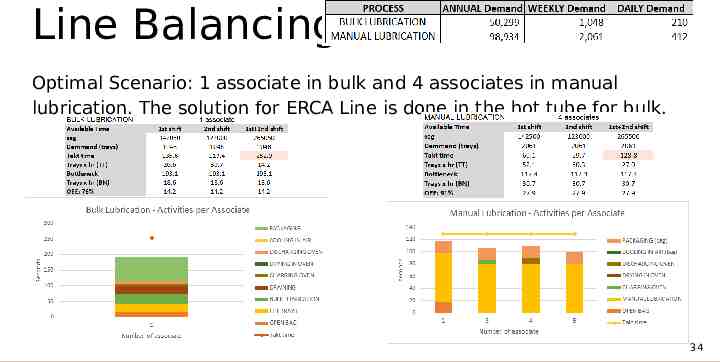
Line Balancing Optimal Scenario: 1 associate in bulk and 4 associates in manual lubrication. The solution for ERCA Line is done in the hot tube for bulk. 34
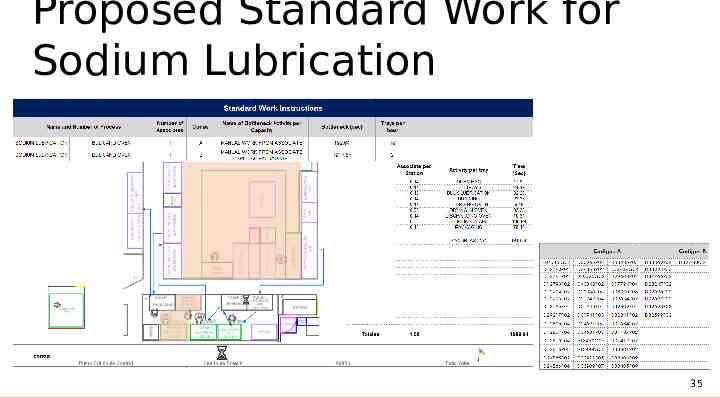
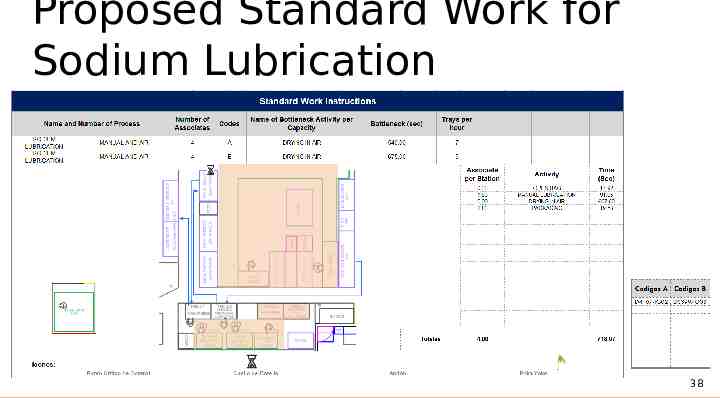
Proposed Standard Work for Sodium Lubrication 35
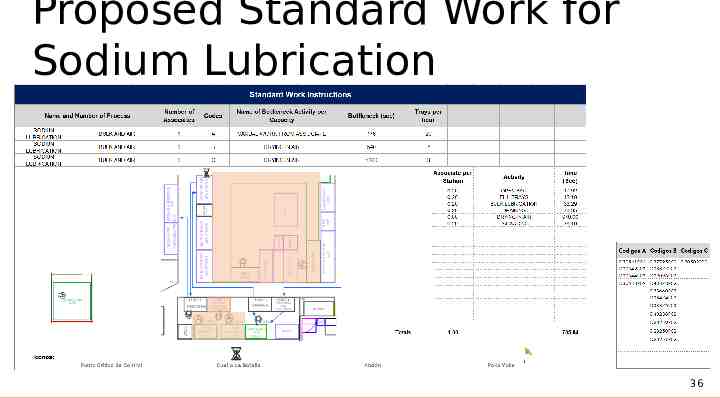
Proposed Standard Work for Sodium Lubrication 36
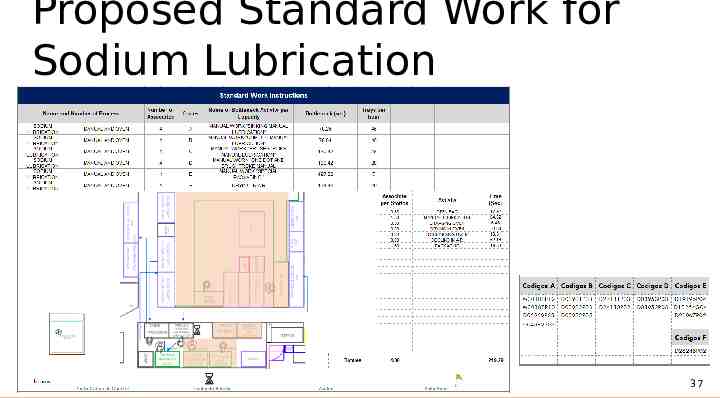
Proposed Standard Work for Sodium Lubrication 37
Proposed Standard Work for Sodium Lubrication 38
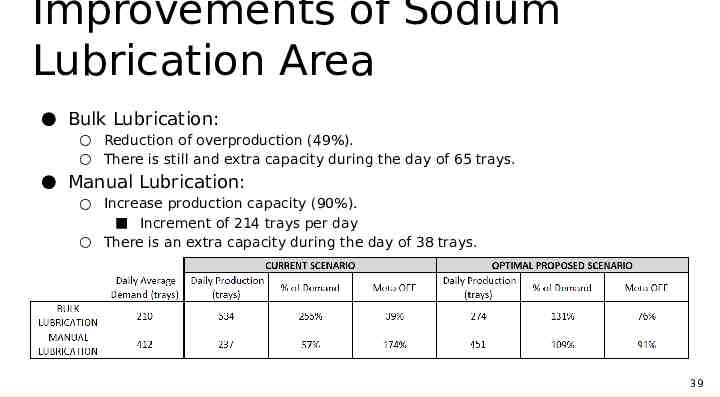
Improvements of Sodium Lubrication Area Bulk Lubrication: Reduction of overproduction (49%). There is still and extra capacity during the day of 65 trays. Manual Lubrication: Increase production capacity (90%). Increment of 214 trays per day There is an extra capacity during the day of 38 trays. 39
Krytox Lubricatio n 40
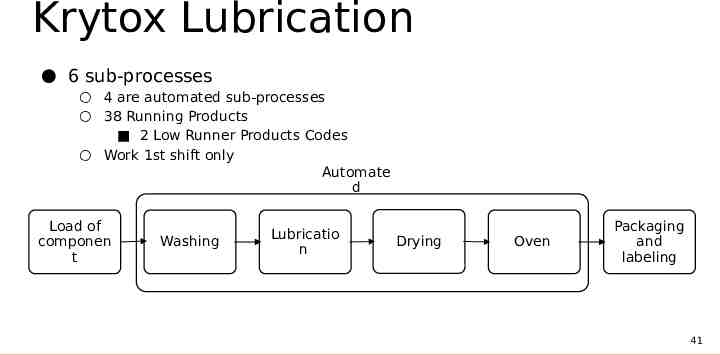
Krytox Lubrication 6 sub-processes 4 are automated sub-processes 38 Running Products 2 Low Runner Products Codes Work 1st shift only Automate d Load of componen t Washing Lubricatio n Drying Oven Packaging and labeling 41
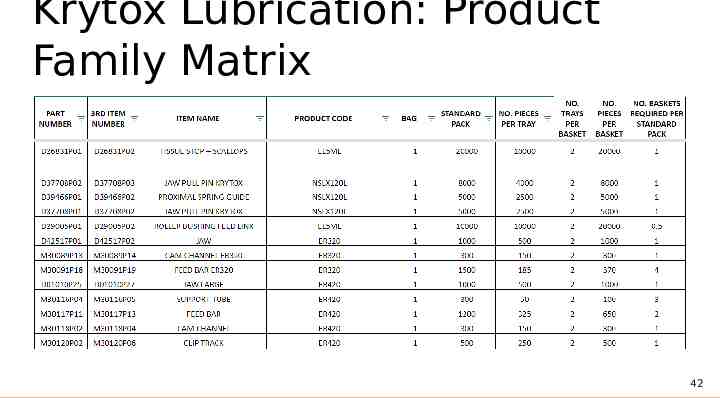
Krytox Lubrication: Product Family Matrix 42
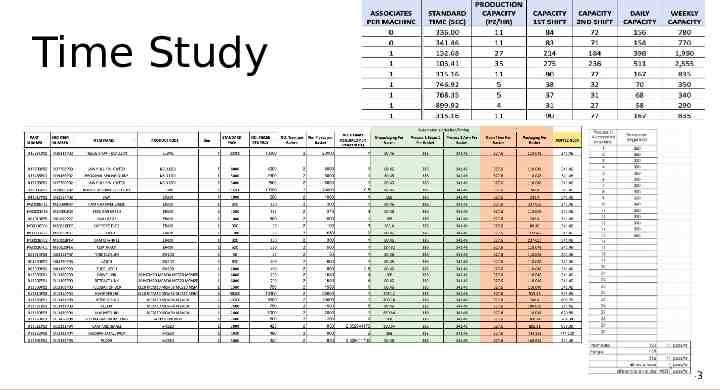
Time Study 43
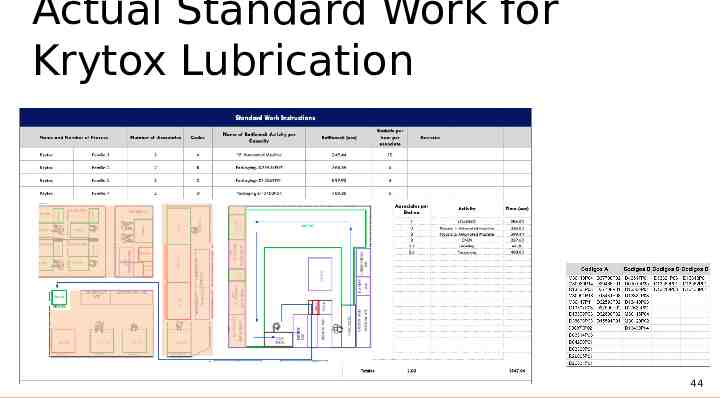
Actual Standard Work for Krytox Lubrication 44
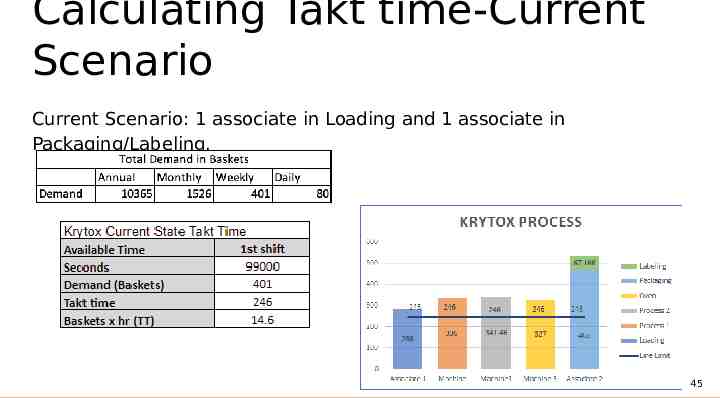
Calculating Takt time-Current Scenario Current Scenario: 1 associate in Loading and 1 associate in Packaging/Labeling. 45
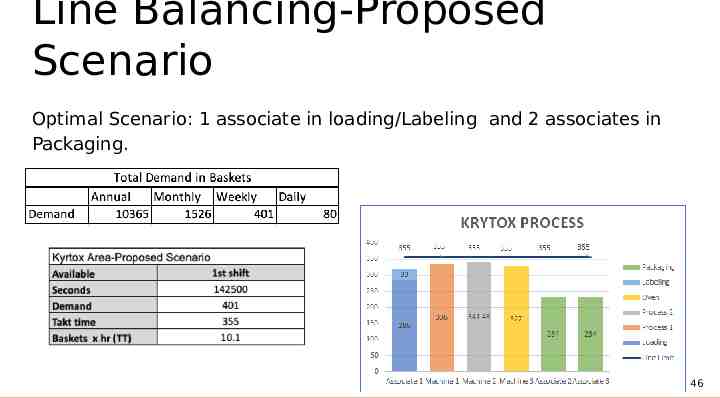
Line Balancing-Proposed Scenario Optimal Scenario: 1 associate in loading/Labeling and 2 associates in Packaging. 46
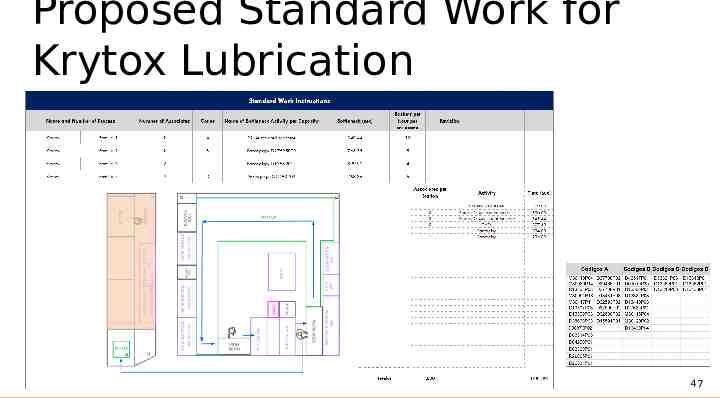
Proposed Standard Work for Krytox Lubrication 47
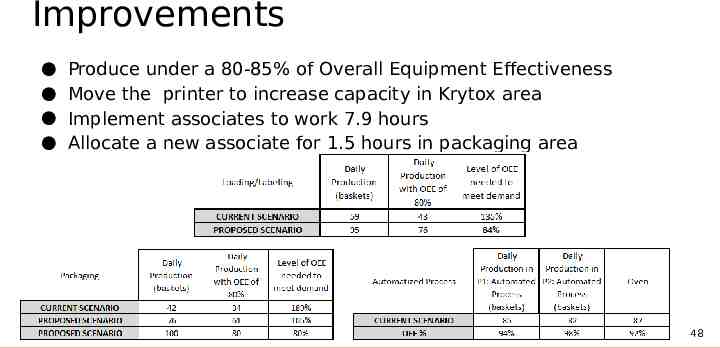
Improvements Produce under a 80-85% of Overall Equipment Effectiveness Move the printer to increase capacity in Krytox area Implement associates to work 7.9 hours Allocate a new associate for 1.5 hours in packaging area 48
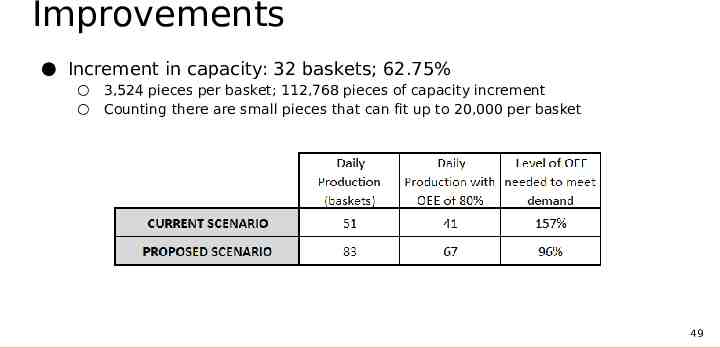
Improvements Increment in capacity: 32 baskets; 62.75% 3,524 pieces per basket; 112,768 pieces of capacity increment Counting there are small pieces that can fit up to 20,000 per basket 49
Implemen tation of Proposed Solutions 50
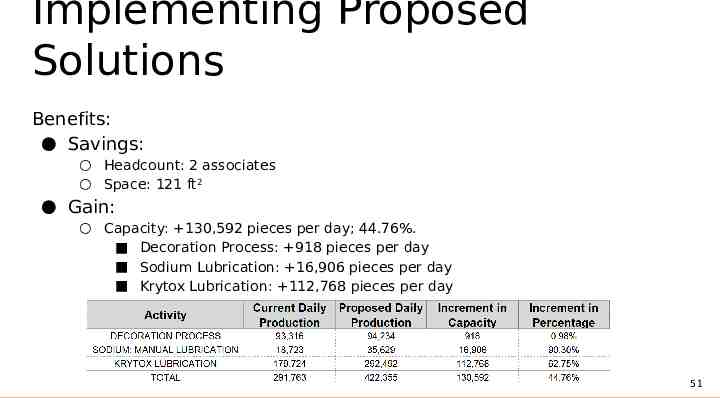
Implementing Proposed Solutions Benefits: Savings: Headcount: 2 associates Space: 121 ft2 Gain: Capacity: 130,592 pieces per day; 44.76%. Decoration Process: 918 pieces per day Sodium Lubrication: 16,906 pieces per day Krytox Lubrication: 112,768 pieces per day 51
Q&A Thank You! 52
Technical References and Bibliography Ana Claudia Dias, A. C. (2018). LEAN MANUFACTURING IN HEALTHCARE. A SYSTEMATIC REVIEW OF LITERATURE. Ethicon: J&J Medical Devices. (2019, December 3). Retrieved from https://www.jnjmedicaldevices.com/en-US/companies/ethicon Groover, Mikell P. (2005). Work Systems: The Methods, Measurement & Management of Work. Prentice Hall. Johnson & Johnson SWOT Analysis. (2019). Johnson & Johnson SWOT Analysis, 1–7. Kusiak, A. (2000). Computational Intelligence in Design and Manufacturing. John Wiley & Sons. Lean Six Sigma Definition (2019). Takt Time. Retrieved from: http://www.leansixsigmadefinition.com/glossary/takt-time/ May George A. Kassir, M. M.-K. (2019). Computing Cutting Time in Turning Operation. Based on AutoCAD Drawings. Nahmias, S. (2015). Production and operations analysis (7th ed.). McGraw-Hill/Irwin. Niño, M. (2020, January). Lists of headcount and information of processes of OPEN Manufacturing Arez. (R. L. Carmen Almeraz, Rocio Lopez, Joshua Holguin) Our Credo. (2018, December 14). Retrieved from https://www.jnj.com/credo/ Perez, I. (2020, January). Johnson & Johnson products annual demand. (R. L. Carmen Almeraz, Rocio Lopez, Joshua Holguin) Tompkins, J. A. (2010). Facilities Planning (4th ed.) New York, NY: John Wiley & Sons. Vorne Industries Inc. (2019). OEE Factors. Retrieved from https://www.oee.com/oee-factors.html 53